【摘 要】采用福世(shì)藍(lán)高分子複合材料(liào)現場修複鋼絲簾布裁斷(duàn)機齒輪箱軸承室磨損;對磨損原因進行了分析(xī);對高分子複合材(cái)料現(xiàn)場應用優勢進行了分析說(shuō)明。
【關鍵詞(cí)】裁斷機、在線修複、軸承室磨損、軸承跑外圈、高分子複合材料、福世藍、齒輪箱磨損
1、設備概況
15-70°鋼絲簾布裁斷機是半鋼(gāng)、全鋼子午胎生產線重要(yào)設備之一,其主要功能是將(jiāng)鋼絲(sī)簾布按照輪胎工藝要求的角度和寬度將鋼(gāng)絲簾布裁斷成簾布條,再將(jiāng)簾布條進行對接、包邊貼邊、然後卷取到工字(zì)輪上,整個生(shēng)產線的操作由兩個(gè)或三個操作工完成。個人通過控製麵板控製生產線,第二(èr)個人負責包邊裝置上包貼邊膠條的更換(huàn),第(dì)三個人負責卷取裝置(zhì)上工(gōng)字輪和墊(diàn)布卷的更(gèng)換。如(rú)果不需要包邊則兩(liǎng)個人即可完成工作。鋼絲簾布裁斷機生產線是一套全自動的高效的加工設備,該設備主要由以下裝置組成導開裝置、遞布裝置、裁斷裝置、接頭裝置、包貼邊裝置(zhì)、卷取裝置等。
2、故障現象和原因分析(xī)
某輪胎廠車間鋼絲(sī)簾布裁斷機齒輪箱軸承室出現磨損問題,嚴重位置單邊磨損量約(yuē)1mm。若不及(jí)時處理將導(dǎo)致軸承跑外(wài)圈,設備運轉異響且跳動(dòng)擺動嚴重等(děng)現象,並嚴(yán)重影響設備運行平穩性及產品質量,嚴重(chóng)的(de)會造成軸承的損壞導致設(shè)備停機停產,給生產型企業帶來很大困擾。
軸承(chéng)室磨損(sǔn)原因主要是由(yóu)於工作條件惡(è)劣,在長期運轉(zhuǎn)過程(chéng)中,軸承(chéng)室表麵受(shòu)到(dào)軸承外(wài)圈的擠壓力和複(fù)合機械力的作用(yòng),出現永(yǒng)久性變(biàn)形(xíng)。然而金屬材料的退讓性差(chà),易造成(chéng)配(pèi)合間(jiān)隙,如不及時發(fā)現(xiàn)並采取措施,就會造成間隙不(bú)斷擴大,直接造(zào)成軸承室磨損(sǔn)。另外該設備工作過程(chéng)中離合器間斷性工作,使輸入軸間斷(duàn)性受力受力(lì)不均勻,容易造成軸承外(wài)圈(quān)轉動從而導(dǎo)致軸承室磨損,形成惡性循環。
3、傳統修複模式和福世藍現場修複模式技術分析
3.1、傳統修複模式
針對軸承室磨損問題,傳統解決辦法主要靠堆焊後機加工、熱噴塗和電刷(shuā)鍍等手段(duàn)來進行,並沒有(yǒu)很好的修複方式來減少金錢及時間的(de)浪費,而且均存在一定弊端,無(wú)論是堆焊後(hòu)機加工還是熱噴塗方式,都避(bì)免不了熱應力無法(fǎ)消除的現象。易(yì)造成材質損傷,導致部件出現彎曲或斷裂;而電刷(shuā)鍍受塗層(céng)厚度限(xiàn)製,容易(yì)剝落,且以上幾種方法都是用金(jīn)屬修複金屬,無法改變“硬對硬”的配合關係,在各力綜合作用下,仍會(huì)造成再次磨(mó)損。從維修費用及維修(xiū)工期上來說,此方法更多的是返廠修複或依靠外協(xié),拆裝運輸費用高,修複工(gōng)期長。
3.2、福世藍現場修複模式
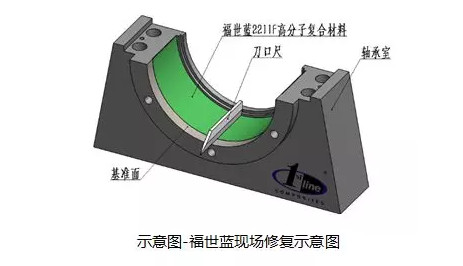
此次(cì)修複工藝(yì)采用福世藍技術(shù)刮研法修複(見下圖),首先在待修(xiū)複部位塗抹福世藍高分子複合材料2211F,然後利用(yòng)刀口尺沿軸(zhóu)承(chéng)室基準麵刮出基準尺寸。
福世藍高分子複合材料2211F是一(yī)種抗高溫、抗強腐蝕並可以機加工的金屬修(xiū)複、保護複合材料,此材料具(jù)有良好的粘結力(lì)和機械性能,不僅有金屬所具有的強度、硬度,還有(yǒu)其退(tuì)讓性,應用高分子材(cái)料修複可免拆卸免機加工既無補焊熱應力影響,修複厚度也不受限製(zhì),高分(fèn)子複合材料的應用技術可以使企(qǐ)業在時間快速有效的現場(chǎng)修複,有效避(bì)免各種時間及經濟的損失,而且(qiě)高分(fèn)子複合材料修複屬於冷焊技術,不存在熱應力等問題,可以有效避免基材的二次損壞。此類修複材料以福世藍(lán)金屬修複材料2211F性能較為可靠。
4、福世藍修(xiū)複工藝及應(yīng)用圖片信息
4.1、福(fú)世藍修複(fù)工藝
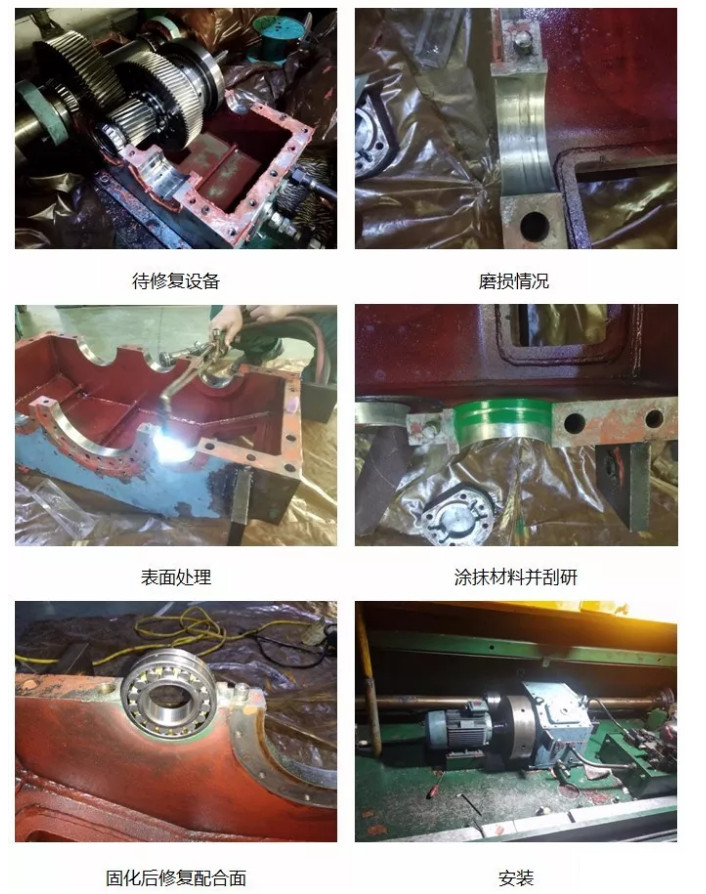
1)烤油:用氧氣-乙(yǐ)炔焰燒烤待修複表麵,徹底清除(chú)表麵及滲入基體組織的油汙(wū);
2)打磨:使用磨光(guāng)機配合百葉片或者使用砂帶打磨磨(mó)損區域,直至漏出金屬原色;
3)清洗:用無水乙醇將打磨後的表麵徹底清洗幹淨;
4)調和材料:嚴格按照材料要求的混合比例調(diào)和福世(shì)藍高分子複合材料2211F,攪(jiǎo)拌均勻直至無色差;
5)塗抹材料:對磨損部位塗抹2211F材料,塗抹厚度略大於磨損量;
6)刮(guā)研:使用刀口尺(chǐ)沿(yán)基準麵刮研材料,清理多餘材料,並使用刀(dāo)口尺檢查材(cái)料厚度;
7)固化:可自然固(gù)化,固化時間(jiān)需12H;也可以加熱強製(zhì)固化,材料溫度每提升11℃固化(huà)時間縮短一半,但不能超出材(cái)料限(xiàn)製溫(wēn)度(dù);
8)打磨、清洗:將固化後的材料表麵(miàn)使用砂紙打磨(mó)材料(liào)釉麵,並使用無水乙醇清洗;
9)塗抹脫模劑:軸(zhóu)承外圈表(biǎo)麵薄薄塗一層803脫模劑,晾幹備用;
10)再次塗抹材料:再次調和2211F材料,薄薄一層塗抹至修複表麵;
11)安裝:快速安裝軸承及上殼(ké)體並緊(jǐn)固螺栓,安裝時間可參照環境溫(wēn)度控製在(zài)0.5~1小時內完成。
說明:對於磨損輕微的(de)軸承室也可以采用打麻點配合高分子複合材料修複(fù)方(fāng)法,或者塗抹(mò)材料後直接安裝的方式,具體方案的(de)選擇可谘詢福世藍公司!
4.2、修複過程
5、結語
通過此次輪胎行業裁斷(duàn)機齒輪箱軸承室磨損問題的成(chéng)功修複,再次證明福世藍技術可(kě)從根本上很好的解決軸承室磨(mó)損問題,與傳統檢修相(xiàng)比不但(dàn)節約了維(wéi)修時間,而且用途廣泛,隱患風險小,方便快捷,操作簡單,人工強度低,該軸承室修複工藝可以很好的應用在各行業各類齒輪箱、減速機等設備的軸承室磨損問題上。
(來源:福世藍)