摘自《設備維(wéi)修(xiū)與管理》
北京第二機床廠生產的B2—K1003數控磨床,采用FANUC 0 GC數控係統。由X軸(zhóu)(砂輪架進給)、Z軸(頭架滑台進給)、C軸(zhóu)(修整器進給)三軸組成。x軸由伺服放大(dà)器A06B—6089—H104控製,Z軸和C軸由伺(sì)服放大(dà)器A06B—6089—H206控製(zhì),砂(shā)輪電機由三菱變頻器FIR—A540—7.5K—CH控製三擋速度。
1.出現101報警
機床在加3232件過程中突然停止,出現(xiàn)101報警(電源被切斷時,編輯操作及儲存程式資料內的記憶內容被改寫)。按一般步驟(zhòu)在(zài)EDI方(fāng)式下,將PEW內容改為1,關機;按住DELETE鍵開機。101報警仍存在(zài),操作失敗(bài)。存(cún)儲器中的錯誤程序(xù)沒有修正過來,隻好先把存儲器中的程序刪除消除報(bào)警後,再重新安裝程(chéng)序(xù)。
在EDI方式下,將PWE改為1;按住DELETE鍵關機;再按住DELETE鍵開機,此時101報警解(jiě)除,程(chéng)序刪除;將PEW內容(róng)改為0;重新安裝程序。
2.出現319報警
機床停機一段時間後開機,出現319報警(X軸編碼器通信故障)。319、329、339報警一般都是由於天(tiān)氣潮濕,伺服電機編(biān)碼器插座有(yǒu)水,導致(zhì)接觸(chù)不良、插腳之間短路造成的。首(shǒu)先斷電檢查(chá)編碼(mǎ)器連線的兩插座、插(chā)頭,排除故障後重新上電,319報警消除(chú),但機床又出現310報警(要求(qiú)重新設置原(yuán)點)。設置原點操作步驟是:
(1)抄下(xià)X軸(zhóu)(對應軸)的坐標位置值;
(2)在EDI方(fāng)式下,將PWE改為1;
(3)將編碼器(21.0號)處參(cān)數改為0,坐標參考點是否建立(22.0號)處(chù)參數改為0;
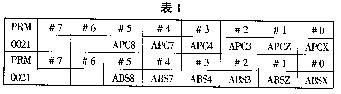
相關存儲單元內容顯示(shì)見表1
表中 APC 0:用於(yú)相應坐標軸的位置檢測單元為電機的內裝型脈衝編碼器;
1:用於相應(yīng)坐標軸的位(wèi)置檢測單元為分離型脈(mò)衝編碼器或直線尺;
ABS 0:脈衝編(biān)碼器的參考位置未建立;(將ABS替換成0)
1:脈衝編碼器的參考位置建立;(將ABS替(tì)換成1)
(4)重(chóng)新啟動機床,建立坐(zuò)標參考點(22.0號)參數改為1;
(5)重新啟動機床,用手輪(lún)將X軸移動到對應軸的位置坐標值(步已經抄下的值);
(6)將編碼器(21.0號)參數改為1,PWE改為0。