王善田,葛勇
(濟南鋼鐵(tiě)股(gǔ)份有限公司中板廠,山東濟南(nán) 250101)
摘(zhāi) 要:四輥軋輥(gǔn)軸線交叉產生較大軸向力,超過了軸承額定載(zǎi)荷,導致軸承損壞頻繁。通過調整(zhěng)墊板厚度,保持輥係軸(zhóu)線平行,降低了軸向力,提高了軸承使用壽命。
關鍵詞:四輥軋機;工作輥;軸承壽(shòu)命;軸向(xiàng)力
1 前言
濟南鋼鐵股份有(yǒu)限公(gōng)司中板(bǎn)廠(簡稱濟鋼中板廠)2500四輥軋機工作輥和支撐輥采用四列(liè)圓柱(zhù)滾子軸(zhóu)承和(hé)雙列圓錐滾子軸(zhóu)承(chéng)。由於四輥軋製時並沒(méi)有使用彎輥調(diào)節輥型,工作輥圓柱軸承徑向受力主要是過平衡力,而不承受軋製力,每隔2~3個班次(cì)就進(jìn)行換輥,並對軸承進行日常維(wéi)護。因(yīn)此工作輥軸承相對支撐輥軸承受(shòu)力小,工(gōng)作環境好,使用壽命較(jiào)長,一般很少(shǎo)損壞(huài)。但Z近一段時間,工作輥圓錐滾子軸承頻繁損壞,影響了(le)生產(chǎn)的正常進行。
觀(guān)察鋼板軋製時輥係狀況,可以發現工作輥軋輥軸承座軸向發生竄動,當軋件向出口方(fāng)向(xiàng)軋製時,軋輥及軸承座(zuò)向軋機非(fēi)傳動端即操作側竄動,向(xiàng)進口方向軋製時,軋(zhá)輥向相反方向即傳動端竄動,有時還能聽到類似幹摩擦的異常(cháng)聲響。損壞的軸承多數是上工作輥圓錐滾子(zǐ)軸承,也有少量圓柱軸承,損壞的軸(zhóu)承都位於操作側。發生損壞的軸承圓錐體滾珠碎裂,有的軸承外圈斷裂(liè),圓柱滾子軸承個別珠子也有破碎(suì)現象,保持架散落。由於滾珠破碎,造成輥頸與(yǔ)軸承座發生(shēng)抱死,拆(chāi)卸(xiè)困難。軸(zhóu)承內(nèi)雜物較多,潤滑不良,有時將帶動調整(zhěng)圈同軋輥一起轉動的平鍵剪斷。軋輥表(biǎo)麵溫度較平常稍高,用紅外測(cè)溫儀測量達到80℃。
2 軸承損壞原因分(fèn)析(xī)
2.1軋輥(gǔn)軸向力的產生
分析損壞的軸承,可以發現滾珠破碎(suì)及表麵大塊剝落(luò)是損壞的主要特征。因為(wéi)軸承以前使用良(liáng)好,因此排(pái)除了軸承質量問題。盡管環境溫度稍高,但由於潤滑充(chōng)足,受負荷較小,也不至於造成滾(gǔn)子碎(suì)裂現象。由於安裝誤差(chà)及定位配合麵的磨損,會導致工作(zuò)輥軸線與支撐輥軸線(xiàn)不平行,兩輥的軸線(xiàn)產生一定的夾(jiá)角α,如圖1所示。
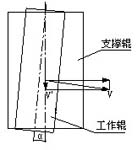
圖1 軋(zhá)輥軸線交(jiāo)叉示意圖
工作輥是主動輥,帶動支撐輥轉動,將工作輥表麵的線速度沿支撐輥軸線(xiàn)和與軸線垂直方向分解(jiě),得到沿支撐輥軸線方向的分量v'為:
v'=v sinα (1)
式(1)表明,兩輥軸線的(de)不平行使工作輥沿支撐(chēng)輥軸線有相對運動的趨勢,該相對運動趨勢使兩輥間接觸帶發生軸向剪切變形,形(xíng)成(chéng)軸(zhóu)向(xiàng)剪應力。整個接觸帶上的剪應力之和為作用於工作輥與支撐輥上的軸向(xiàng)力,即工作輥(gǔn)與支撐輥間的軸向靜摩(mó)擦力。
2.2圓錐軸承受力分析
當軋輥軸線交叉時,工作輥係受軋製力(lì)P作(zuò)用,接觸麵為一窄(zhǎi)帶。在窄帶上,兩(liǎng)輥沿支撐輥軸線有一個相對滑動速度v1。支撐(chēng)輥受(shòu)的軸向力X1為:
X1=∫ τ dA=f(P+N) (2)
式中 τ—接觸麵間(jiān)的剪應(yīng)力;
A—支撐輥與工作輥接觸麵窄帶麵積;
P—軋機軋製力;
f—Z大靜摩(mó)擦力係數,取0.1;
N—工作輥(gǔn)平衡力。
由(yóu)於采用4個平衡液(yè)壓缸,因(yīn)此(cǐ):
N=4×p×π×(D/2)2 (3)
式(shì)中 p—平衡壓力;
D—平衡液壓缸油腔活塞直徑。
將(jiāng)P為2000t,p為12MPa,D為600mm代入(rù)式(2)、(3),得軸向力(lì)X1為3316.48kN。對四輥軋機,由於金屬在熱態的流動性強,使工作輥與板坯的接觸麵不(bú)易產生軸向摩擦,工作輥受到的軸向摩擦力主(zhǔ)要是由於與支撐(chēng)輥間的軸向相對(duì)滑動引(yǐn)起的。因此工作輥受到(dào)的軸向力X2為:
X2=X1cosα
當交叉點位於一端時,軸(zhóu)向力達Z大,由於α較小,因此α約為E/L(E為軋輥軸線水平麵內一(yī)側偏移距離,經實測(cè)為3mm,L為兩軸承座中心距3600mm)。因此,X2約為3316kN。10979/500軸承基本額定(dìng)動負荷為1760kN,可見軸承受到的(de)軸向力超(chāo)過了軸承的(de)基本額定動負荷。由於工作輥軸向(xiàng)定位在操作側,另一端軸承(chéng)座是自由的,因此(cǐ)操作側軸承承受較大軸(zhóu)向力,導致軸承使用(yòng)壽命(mìng)降低。
2.3軸向力(lì)對輥係部(bù)件受力狀況的影響
軸向摩擦力使軋輥具有(yǒu)繞與軸線垂直的另一直線(xiàn)轉(zhuǎn)動的趨勢,使軸承偏載。水平方向產生很大的附加徑力,增大了圓柱滾子軸承的負荷。四輥軋機為了保持工作輥(gǔn)的穩定,一般在設(shè)計(jì)時,使工作(zuò)輥的(de)中心線相對(duì)於支撐(chēng)輥的中心線有一(yī)偏移距,以便機(jī)架對工作輥(gǔn)軸承座的水平支反力大於零,且力的(de)作用方向不變。由於附加徑向力(lì)的存在,降低了機架對(duì)軸承座水平支(zhī)反力的影響,工作輥係將處於不(bú)穩(wěn)定的狀態,該(gāi)狀態會降低軋製精度,加(jiā)劇(jù)軋輥和軸承座滑(huá)板的磨損,這也是(shì)軋輥溫度升高的原因。
3 改進措施
為了減小竄動(dòng)時對軸承的衝擊,對磨(mó)損嚴(yán)重的下工作輥軸承座導板及與其配合的上工作輥凹槽焊補修複,恢(huī)複軸向(xiàng)配(pèi)合精度(dù)。可通過及時更換下支撐軸(zhóu)承座內側(cè)滑板和下(xià)工作輥軸承座滑板保持下工作輥與支(zhī)撐輥的定位精度。當軋機牌坊凸台滑板磨損(sǔn)後,如果更換須(xū)停機,花費(fèi)時間較長,為了提高軋機(jī)作(zuò)業率,采用在上工作輥軸承座滑(huá)板內側增加墊板(bǎn)的方法,補償滑板磨(mó)損,保證定位精度。輥係軸線調整如圖2所示。
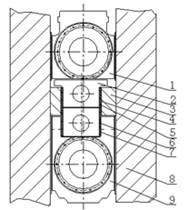
圖2 輥係軸線調整示意圖
1.上支撐輥軸承座;2.上工作輥軸承座;3.軋機(jī)牌坊凸台;4.凸台滑(huá)板;5.上(shàng)工作輥軸(zhóu)承座滑板;6.下工作輥軸承座滑板;7.下支撐輥軸承座內滑板;8.軋機牌坊(fāng);9.下(xià)支撐輥軸承座(zuò)
按軋機原始設計尺寸(cùn)裝配後,軋機(jī)牌坊凸台滑板(bǎn)和下支撐軸承座(zuò)軸承座(zuò)內側滑(huá)板近似在同一垂直麵內,由於安裝(zhuāng)誤差及滑板磨損,軋機牌坊凸台滑板平麵與下支(zhī)撐軸承座(zuò)內側滑板平麵在水平方(fāng)向會發生偏移,設位移為b,則增加的墊板厚度H為:
H=δ+b-c (4)
式中 δ—工作輥滑板磨損量;
C—一側配合間隙大小。
上支(zhī)撐輥安裝(zhuāng)時的定位靠換輥架上的四(sì)個銷軸與(yǔ)軸承座底部銷(xiāo)孔的配合保證,長期使用,定位銷孔發生橢圓變形(xíng)。當放置上軸承(chéng)座時,上支撐輥與工作(zuò)輥軸線位置發生改變(biàn),裝入(rù)軋機後上工作輥與上支撐輥軸線異麵交(jiāo)叉,造成輥(gǔn)係竄(cuàn)動。對軸承座定位(wèi)孔進行了焊補修複,並調整墊板厚(hòu)度,盡量保持與軋機牌坊滑板兩側間隙相等。
通過以上方法調整,保證了輥係中心線符合定位關係的要求。改進後,軋製穩定(dìng),軋輥軸向竄動減(jiǎn)小,未再發生軸承損壞事故。
來源:《山東(dōng)冶金》
