劉登
摘 要:膠合是三牙輪鑽頭滑動軸(zhóu)承Z主要(yào)的失效形(xíng)式,是影響鑽頭工作壽命和機械鑽速的製約因素。采用在(zài)牙輪鑽頭原大軸頸上鑲固定(dìng)耐磨軸套並用(yòng)磁控濺(jiàn)射技術在軸套上生成複(fù)合塗層,以及采用固定套和浮動套(tào)兩種裝配方(fāng)式(shì),與原廠原工藝牙輪鑽頭軸承在牙輪鑽(zuàn)頭高速軸承試驗機上進行了對(duì)比試驗,探討了不同材料和結構(gòu)的三牙輪鑽頭軸承的性能影響。試驗結果表明該方法提高了牙輪鑽頭軸承的高承載和抗磨損能力,延長其使用壽命。
關(guān)鍵詞:牙輪鑽頭;塗層;固定套;浮動套;磨損性能(néng);實驗(yàn)研究(jiū)
1.引言
牙輪鑽頭是鑽(zuàn)井工程中Z主要(yào)的破岩工具,其工作性能的好壞直接影響鑽井質量、鑽井效率和鑽井成本。要使牙輪鑽頭在高速鑽井過程中具有較長的使用壽命,首要問題是(shì)解決牙輪鑽頭軸承在高轉速下的磨損與膠合問題,使牙輪(lún)鑽頭滿(mǎn)足現代鑽井技術的(de)要求。為了能有效地提高軸承的抗磨損和高承載能力,采用在牙爪大軸頸處鑲襯套,襯套可以選擇強度高、熱變形小、抗磨損性能好的材料,並通過磁控濺射技術在摩擦麵生成複合塗層;並且采用固定套和浮動套兩種(zhǒng)裝配方(fāng)案,與原廠原工藝的牙輪(lún)鑽頭軸承形成對比;由於複合塗層以及軸套(tào)材(cái)料的優異性(xìng)能,提高了軸承的抗磨損和承載能力,進而提高鑽頭壽命。
2.實驗(yàn)部分
2.1實驗方法(fǎ)及試件製備
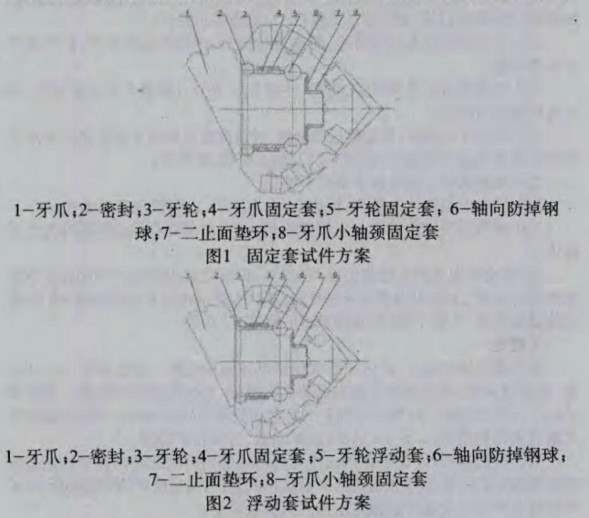
實驗所用試件裝配圖如圖1、圖2所示,每一種裝(zhuāng)配方案實驗組件以同樣的實驗路線方案進行。裝(zhuāng)配(pèi)並調試好實驗機與實驗組件後,進行加(jiā)載實驗,按徑向載荷(kg)500、1000、1500、…、6000以及軸向載荷(kg)150、200、250、…、700依次對應從小(xiǎo)到大逐步向大加載實驗(yàn)1小時,如果實驗組件在試驗機(jī)Z大載荷(hé)下仍能工作,則在此(cǐ)載荷下實驗到實驗組件失效(xiào)或實驗機自動停止(zhǐ)運行,若某實驗組件在從小(xiǎo)到大逐步向大加載實驗過程已失效或實驗機自動停止運行,則停止該實驗組件的實驗,換另外的實驗組件重新實驗。
2.2軸承實驗條(tiáo)件
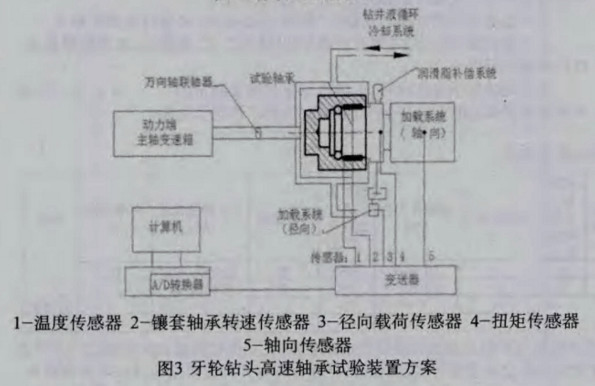
軸承實驗在(zài)成都石油總機械(xiè)廠研製的牙輪鑽頭高速(sù)軸承試驗機上(shàng)進(jìn)行(háng)。根據牙輪(lún)鑽軸承(chéng)在工程實際中的應用情況進行了實(shí)驗,實驗裝置運行(háng)圖如圖(tú)3所(suǒ)示。
每次實驗由計算機自動記錄和采集徑向力、軸向力和扭矩等參數。每個受力階段各(gè)采集3次,Z後(hòu)取平均值。試驗後用計算機處理實驗數據算(suàn)出相應平(píng)均值,試件運(yùn)行總時間,用軟尺測量磨(mó)痕表麵的大致麵積。
3.實驗(yàn)結果與討論
3.1試件運行時間
在相同的實(shí)驗條件和實驗路徑下原廠試件、固定套和浮動(dòng)套試件的總運行時間如圖所示。從試件試驗運行(háng)時間來看,9號、12號試件工作時(shí)間相對較長,9號試件運行試件Z長,共(gòng)運(yùn)行32小時40分鍾,其次是12號試件(jiàn)共運行21小時,比-1號試件的10小時40分鍾、-2試件的12小時40分鍾運行時間長,運(yùn)行效(xiào)果好。
同時-1號試件並未(wèi)到高載曆程加載點(試驗運行12小時加載到6T)就已經失效,-2號試件在6T重(chóng)載下運行3小時45分,9號試件在6T重載下運行21小時40分(fèn),12號試件在6T重載下(xià)運行(háng)11小時。3組試件工作壽命來看,采用鍍膜鑲套技(jì)術的9號與12號試件(jiàn)在重載(zǎi)(6T)下的工作壽命至少(shǎo)高於未采用鑲套鍍(dù)膜技術軸承(chéng)-2號件3.5倍以上。
3.2試件磨損(sǔn)情(qíng)況(kuàng)
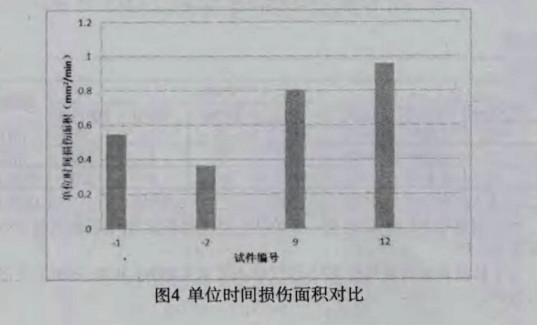
從試件(jiàn)損傷情況和損傷麵積來看,試件9號、12號的磨損總麵積Z大,單(dān)位時間裏的磨損量也Z大,試件-2的號的磨損麵積Z小,單位(wèi)時間裏的(de)磨損量也Z小,如圖4所示,但是試件9號和12號的運行時間較-2號長。
4.結論
結合本次(cì)軸承試驗(yàn),可得到如下結論:
(1)無鍍層牙爪二(èr)止麵與鍍銀層墊片(piàn)之間磨損嚴重;墊片鍍氮化鈦與牙(yá)輪摩擦副磨損(sǔn)輕微,但有一定磨痕,鍍層(céng)基本(běn)保持60%以上。說明在同等工況下鍍鈦(tài)/銀摩擦副比銀和無鍍(dù)層摩擦副壽命更長,體現出塗層技術的減摩、抗磨效果(guǒ)更強;
(2)浮動(dòng)套軸承比固定套軸承的壽命明顯增加;
(3)牙輪鑽頭軸承鑲襯套並通過磁控濺射鍍複合膜及牙輪內孔鍍銀處理,能顯著地提高(gāo)軸承的抗磨損性(xìng)能,有效地(dì)延長了軸承(chéng)的壽命;
(4)推薦采用12號試件的(de)製作工藝進(jìn)行(háng)固定套軸承製作(zuò);推薦9號試件的製作工藝(yì)進行浮動套軸承製作。試件12號與試件9號運行試件Z長,但是(shì)表麵磨(mó)損較(jiào)大,可進一步提高表麵鍍層材料的質量(liàng),已達到更好的效果。