短信碼(mǎ)登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2024-01-22
馬衛娜(nà),李楊
(唐山不鏽鋼有限責任公司,河北 唐山(shān) 063100)
摘 要:本文通過(guò)對(duì)軋(zhá)機滾動軸承失效原因進行分析,結(jié)合1580軋線的實際生產情況,並通過(guò)規範軸(zhóu)承管理、加強軸承裝(zhuāng)配質量及在線跟蹤等措(cuò)施(shī),降低(dī)軸承燒損,保證軋線順利(lì)生產。
關鍵詞:軋機軸承;失效;預防措施
唐鋼(gāng)不鏽鋼公(gōng)司1580熱紮生(shēng)產(chǎn)線建於2008年,是一條新型的自動化程度較高(gāo)的寬板軋製生產線。該線擁有1架粗(cū)軋機、7架精軋機,工作輥裝機16支(zhī)應用滾動軸承46套。軋線初期生產時頻繁發生滾動(dòng)軸承燒損事故,導致(zhì)軋線停車,為公司造成(chéng)巨大的經濟損失。因此規範軸(zhóu)承的(de)使用和維護,降低軸(zhóu)承燒(shāo)損,有效控製生產(chǎn)成本,提高(gāo)軋機作業效率,成為我們亟待解決的一項課題。
1 軋機軸承的結構和受力特點
1580線精軋機工作輥采用美國鐵姆肯公司 (TIMKEN) 進口係(xì)列軸承,采用四列圓錐(zhuī)滾子做為主軸承,並(bìng)配合雙列圓錐滾子止推軸承形式使用(yòng)。該類型軸承由內(nèi)圈、滾子(zǐ)、保持架以及相關(guān)組件(jiàn)和外圈安裝組合而成,可承受徑向為主(zhǔ)、軸向聯合載荷,滿足軋機的使用要求。軸承(chéng)外圈與軋(zhá)輥輥徑為間隙配(pèi)合方式,安裝時將軸承裝入軸承箱(xiāng)內,然後再裝入(rù)軋輥軸頸。以下為軸承(chéng)及軋輥裝配簡圖 。
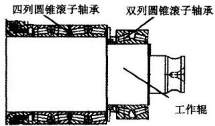
圖1 工作輥軸承裝配簡(jiǎn)圖
2 軸承失效原因分(fèn)析
2.1 軸承失效形式:
由於軸承屬於精密部件(jiàn),且(qiě)處在高溫(wēn)、高熱、高壓水除鱗、氧化鐵皮飛濺環境(jìng)下工作,引(yǐn)發(fā)軸承燒損的原因較為複雜。我(wǒ)們通過對燒損的軸(zhóu)承(chéng)進行拆解,發現軸承(chéng)配件有不同程度的損傷。如輥身側軸(zhóu)承內孔擦傷,軸承內、外圈滾道以及滾子(zǐ)有麻點;軸承珠粒滾子碎裂,銷柱發生斷裂;軋輥輥徑處擦傷等,以(yǐ)下為軸承受損圖片。
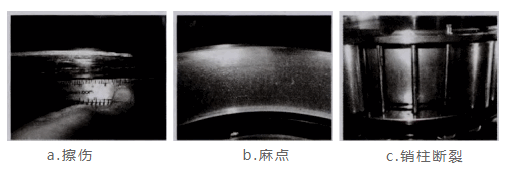
圖2 軸承受損(sǔn)圖況
2.2 軸承失效分析:
我們根據軸承結構形式、受(shòu)力特點以及對失效軸承的拆解觀察,總結了造成軸承燒損的以(yǐ)下原因(yīn):
軸承裝配不(bú)良造成軸承遊(yóu)隙(xì)改變:
軸承的安裝及配合對軸承在線使用極其關(guān)鍵,圓錐滾子軸承(chéng)在出廠時內部遊隙值已經(jīng)調整好,在(zài)裝配時按照標號順序進行安裝,裝配四列圓錐軸(zhóu)承不保留間隙,裝配雙列圓錐止推軸承時,軸承與壓蓋(gài)間預留一定間隙(控製(zhì)在0.3~0.5mm), 保證在線能 夠承受交(jiāo)變(biàn)軸向壓力。由於未按要求合理控製間隙值,在線發生堆、卡鋼事故時,軋輥軸(zhóu)線交叉產生軸向力或軸承座發生偏載,軸承瞬(shùn)間受力(lì)增大, 遊隙被鎖死,將引起軸承(chéng)燒損。
異物入侵軸承內部造成燒損:
異物入侵對軸承(chéng)損害非常直接。當其顆(kē)粒(lì)較大時,在軸承旋轉過程中導致(zhì)滾動體、軸承套(tào)工作麵發生磨擦,破壞軸承滾動體,嚴重時可(kě)造成(chéng)滾子斷裂;當顆粒直徑小於軸(zhóu)承工作間隙時,異(yì)物碎屑進(jìn)入到潤滑(huá)油中,會(huì)加劇軸承部件的磨損。如從上述圖中發現的輥頸和軸承滾道及滾子上有高(gāo)點,形成局(jú)部應力集(jí)中,導致部分剝落出現。軋機軸承屬於重載應用,如果存(cún)在較大的局部應力集中,同時在(zài)衝(chōng)擊載(zǎi)荷的(de)作用下會(huì)導致滾子碎裂,軸承失效(xiào)。
潤滑係統不暢造成燒損:
軸承潤滑油是保證軸(zhóu)承(chéng)平穩、無憂運轉的基礎,對軸承疲勞(láo)壽(shòu)命和磨損、溫升、振動等有重要影響。1580線目前工作輥軸承采用油氣(qì)潤滑在線供油方式,采用美孚(fú)齒輪油-VG320。如在(zài)線油管接頭接觸不良(liáng),供油壓力(lì)不足或(huò)斷油(yóu),將加劇(jù)軸承接觸表麵的磨損,軸承迅速升溫,軸承內、外套圈過早出現碳(tàn)化、裂紋等,降(jiàng)低軸承使(shǐ)用壽命。
軸承過載影響使用:
按軋製工藝的要求,各軋機架次負荷分配不均,使軸承(chéng)長期在較大(dà)負(fù)荷(hé)下運(yùn)行。如1580線精軋機(jī)組(zǔ)前幾架負荷偏大,經過調查發現2、3架的軋機軸承燒損次(cì)數高於其它架次。同時在軋鋼工作中(zhōng)由於(yú)工藝、設備等事故(gù)出現,使軸承在(zài)較短時間內(nèi)承受過(guò)載負荷。這些過載影響(xiǎng)往往造成滾動體(tǐ)局部萌生疲勞裂紋,而(ér)引起軸承疲勞失效。
3 改進措施
從軸承的結構特點及失效形式(shì)來分析,軸承(chéng)使用涉及到(dào)軸承裝(zhuāng)配、軋機操作及液壓(yā)潤(rùn)滑多個環節。如有一方存(cún)在問題均(jun1)可能導致在線軸承燒(shāo)損事故,要考慮其軋製負荷、轉速、潤滑(huá)、溫升,並有針對性地采取防範措施。
3.1 加強軋線(xiàn)跟蹤檢測:
(1) 根據軋機工作狀態,優化軋製工藝,按不同帶鋼產品(pǐn)規(guī)格製(zhì)定壓下規程,合理分配軋製(zhì)載荷及控製轉速,避免軋鋼時發生(shēng)明顯衝擊載 荷造成堆鋼、斷帶等情況,避免(miǎn)對軋輥(gǔn)軸承的損傷。
(2) 調整(zhěng)軋(zhá)機(jī)軸向鎖(suǒ)緊及壓緊(jǐn)裝置,避免軸向竄動。軸承箱與(yǔ)機架(jià)牌(pái)坊的固(gù)定點與軸承座中(zhōng)心線相一致(zhì),以免產生力偶矩(jǔ),使軸承偏載。
(3) 加強溫度檢測,應用溫度計、測振儀對軸承座進行(háng)定量檢測,供油溫度超出(chū)正常預(yù)設範圍應報警,避免軸承燒損嚴重。
(4) 加強在線(xiàn)油壓監測,每次換輥後,設(shè)專(zhuān)人查看油氣接頭(tóu)是否插到位,每一路連接油(yóu)氣混合(hé)塊的透明塑料(liào)管內是否油氣通暢,利用布(bù)條檢查氣密性,確保供油充足。
(5) 軋線每次(cì)進(jìn)行換輥操作時,要求應對拆卸下的(de)油管和接頭進行保護,避免異物入侵油管,引起軸承汙染(rǎn)。
3.2 加強軸承(chéng)裝配精度:
加強軸承日常維護工作,避免軸承在裝(zhuāng)配初(chū)期受到汙染。安裝軸承在清潔(jié)幹燥的環境下進行,保證裝配精度。
(1) 定期檢測牌坊窗口及軸承座襯板尺寸,控製基準偏差在0.3mm內,偏(piān)差較大時必(bì)須更(gèng)換新襯板或加墊。
(2) 定期檢測軋機軸(zhóu)承座(zuò)尺寸,對軸(zhóu)承座內孔大於標(biāo)準偏差0.15 mm, 對稱度大於標準(zhǔn)偏差 0.20mm, 外形尺寸小於標準(zhǔn)偏差0.50mm 的軸承座進行返修或報廢。
(3) 隨著軋製噸位的增加,在50萬t左右(yòu)組織一次軸承(chéng)全(quán)麵拆解檢修。對軸承及組(zǔ)件進行清洗。按軸承的正確順(shùn)序和標(biāo)記字(zì)母安裝,每次檢修更(gèng)換軸承外(wài)套承載區位置。
(4) 安裝軸承時控製好軸承間隙(xì)值,測量外圈端麵與軸承箱蓋板縫隙寬度,根(gēn)據需要添加不(bú)同厚度的金屬墊片,保證在正常要(yào)求範圍內(nèi);墊片必須壓實,並塗抹幹油。
(5) 每2~3個月將軋輥端蓋螺絲(sī)拆掉,檢查軸承油、密封磨損等(děng)情況,縮短更換密封周期,基本使用2~4個月進行更換,避免雜物進入(rù)軸承內部。
(6) 使用專用工具吊(diào)裝和存放軸承,避免磕碰。針對受損輕微的軸承進(jìn)行修複,使用300目(mù)的金相砂紙除鏽拋光,打磨局部高點或剝落點。
(7) 定(dìng)期清洗潤滑(huá)過濾網、接頭等裝置(zhì),對軸 承潤滑油進行化驗,檢測各項指標是否正常,保(bǎo)證 油質良好。
4 結語
通過(guò)對燒損軸(zhóu)承進行分析,找出軸承失效的原因;通過優化軋鋼工藝操作,實施在線點(diǎn)檢(jiǎn),加強軸承裝(zhuāng)配精度,定期清洗軸承各組件等改進措施,經(jīng)過一係列的精心維護,降低了軸承(chéng)燒損的發生(shēng)率。
不鏽(xiù)鋼1580線通(tōng)過采取以上改進措施,軸承燒損事故大大減少,同時提高軋機作業率,取得良好經濟效益。
參考文獻
[1]蘇玉達(dá).降低窄帶鋼(gāng)熱軋機軸承消耗的措(cuò)施[J]. 軋鋼,2003(3):57-58.[2]張海軍.四輥軋機工作輥軸承燒損原因分析及(jí)改進 [J].] 軸承,2007(12)14-15.
來源(yuán):《黑龍江冶金(jīn)》