付成龍
(中國(guó)重型機械股份公司(sī),黑龍江齊齊哈爾 161042)
摘 要:2x6米龍門銑是我公司重點設備之一,現出現旋轉銑頭精度超差現(xiàn)象,根據(jù)可能引起故障(zhàng)的因素一一分析排查並提(tí)出解決辦法,使機床達到Z好(hǎo)的加工狀態。
關鍵詞:主軸;銑頭;精度;C軸;分度端麵齒
1 設備概述
2×6米(mǐ)數控龍門銑床是我(wǒ)公司高精度機械加工設備之一(yī),銑(xǐ)頭旋轉精度的好壞是(shì)衡量龍門銑加工能力的關鍵指標。機床坐標係中橫梁在(zài)立柱(zhù)上移(yí)動為W軸,滑板(bǎn)在橫梁上移動為Y軸,工作台移動方向為X軸,滑枕(zhěn)移動方向為Z軸,銑頭旋轉方向為C軸。
在實際切削加工長孔的過程中,因局(jú)限於刀具的長度和(hé)孔的深度,在用短直角銑頭加工一側孔後,需要銑頭調轉180°加工另一側的孔。經過檢查發現兩(liǎng)孔接刀(dāo)處有接刀紋,百分表徑向找正一側(cè)孔(kǒng),然後檢查另一側孔的徑向跳動0.08mm,說明兩個(gè)孔的同軸度誤差為0.04mm,超出生產圖紙要求的0.02mm的同軸度誤差。
2 精度檢驗及故障排查
2.1銑頭端麵鍵因素排查
在排除刀具和銑頭錐孔配合因素後,用400mm長芯軸檢(jiǎn)測銑頭旋轉(zhuǎn)180°的旋轉誤差。其間(jiān)直角銑頭置於+X向,用百分表檢(jiǎn)查軸向100mm和400mm的徑向跳動合格(gé),開動Z軸滑枕,表尖找到芯軸側(cè)母線,然後開動X軸,得(dé)到芯軸側母線(xiàn)的偏差(chà)值+0.02mm。然後銑頭調轉180°,芯(xīn)軸轉動180°來排(pái)除芯軸和銑頭錐孔配合幹擾(rǎo)誤差(chà),同(tóng)樣檢查得到芯軸側母線的偏差值(zhí)+0.06mm,說明銑頭400mm長(zhǎng)度上同軸度偏差值0.04mm。
分析是銑頭4個端麵鍵與主(zhǔ)軸鍵槽配合不好導致。利用耐磨修補劑(jì)重新固定該直角銑頭(tóu)端麵的四個(gè)鍵,但效果收效甚微,重複上述檢(jiǎn)測方法,得到的同軸度偏差值不盡相同,排除端麵定位鍵對銑頭旋轉精度的影響因素。
2.2滑枕偏斜因素排查
把1200×1200×1200mm大理(lǐ)石方箱坐在工作台的3個(gè)墊鐵上,拉表找正方箱上麵的X向和Y向,然(rán)後(hòu)找正方箱側麵的X向,使(shǐ)滑枕在一定高度上正垂直於(yú)方箱,然後開動Z軸滑枕向(xiàng)下(xià),兩隻百分表分別檢(jiǎn)測方箱棱角兩邊的Z向,用於檢(jiǎn)查滑(huá)枕在橫向和縱向的垂直度誤差(chà)。經檢測(cè)垂直度均為(wéi)1000mm長度上偏差0.01mm,垂直度合格,排除滑枕(zhěn)傾斜因素對銑頭(tóu)旋轉精度的影響。
2.3分度端麵齒因素排查
用上下兩麵(miàn)平行的墊鐵放置於上述找正後的方箱上,杠杆表表座吸附在墊鐵上,移動(dòng)墊鐵使杠杆表表針分別檢測主軸軸套端麵相隔90°的四個點並記(jì)錄數值。然後每次旋轉主軸軸套90°,同樣重複上述步(bù)驟並記錄。四個點之間的偏差不能超過0.02mm,否則需要更換分度端麵齒。實(shí)測數值為偏差0.04,顯然已經找出故(gù)障的(de)症結。
3 C軸分度剖析
3.1C軸旋(xuán)轉過程
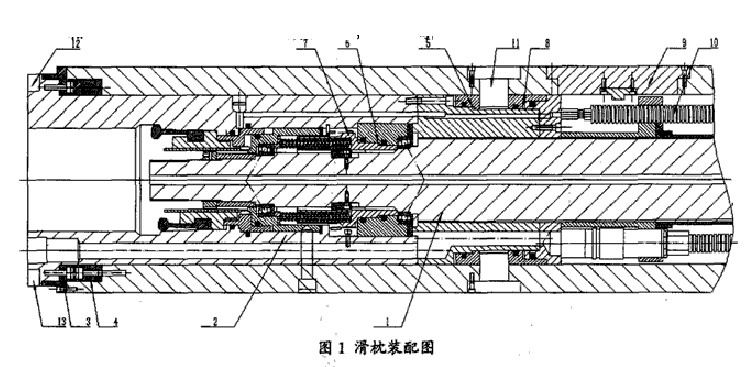
圖1為滑枕內部裝配簡圖,該直角(jiǎo)銑頭在旋轉180°這(zhè)個(gè)過程中(zhōng),油腔5進油(yóu),推動滑(huá)枕(zhěn)內部主軸1和軸套2下降,使C軸分度端麵齒3和4脫開,與此同時(shí)油腔6進油,推動滑移齒輪7向前,主軸通(tōng)過齒輪7把(bǎ)動力傳遞給軸套2,使主軸、軸套和銑頭旋轉一個控製角度。然後油腔8進(jìn)油,油腔5和6回(huí)油,齒輪7在彈簧的作用力下和主軸齒脫開齧合,銑頭和軸(zhóu)套以及分度端麵齒3向上升,並由分度端麵(miàn)齒(chǐ)3和4齧合保證精確的旋轉定位,完(wán)成C軸分度過程。
3.2分度端麵齒介紹
因為(wéi)C軸旋轉定(dìng)位精度主要(yào)靠端麵(miàn)齒3和4保證,所以分(fèn)度端麵齒具有極高的機械加工精度。從機床生產廠家采購一對分度端麵(miàn)齒要3萬歐元左右。其齒盤上共有360個齒(chǐ)牙,每轉一個齒(chǐ),主軸旋轉1°,安裝過程中要保證銑頭的四個端麵鍵插入軸(zhóu)套2的鍵槽時,上(shàng)下兩個分度端麵齒也要(yào)正好齧合在一(yī)起,如何消除這個1°之內的誤差成為安(ān)裝分度端麵齒的關鍵。分度端麵齒上有一圈10.9級把合螺(luó)栓和φ8錐銷定位孔以及φ8安裝工藝直銷孔(kǒng),其中錐(zhuī)銷定位孔處為φ8錐銷底(dǐ)孔。安裝工藝孔(kǒng)為該對端麵齒在廠家齧合在一起配(pèi)鑽配鉸加工而出。
4 分度端麵齒的更換
更換主軸分度端麵齒的過程(chéng)中,首先要把滑枕落於工作台上,打開銑頭旋(xuán)轉硬(yìng)限位9,拆除一圈油管10的旋(xuán)轉接頭和電線電(diàn)纜插(chā)頭,其間要注意用堵接頭封住油管接頭做好防塵工作以及做好管線的標記工(gōng)作。緊接著拆卸主軸的兩個定位銷11,然後上(shàng)升滑(huá)枕,主(zhǔ)軸便和滑枕脫(tuō)開,卸下分度端(duān)麵齒3和4,準備安裝新的分度端麵齒。把兩根φ8的直銷從端麵齒(chǐ)4的安(ān)裝工藝孔插(chā)入滑枕安裝孔裏,同時用力矩扳手對稱把和螺栓,使端麵齒4固定,手動(dòng)鉸一(yī)圈φ8錐銷孔後安裝(zhuāng)錐銷(xiāo),此(cǐ)時完成端麵齒4的安裝。因機床在製造的過程中(zhōng)兩個工藝孔中心和軸套2上的鍵槽中心在(zài)同一個平麵上,φ8的直銷插入該(gāi)對分度端麵齒(chǐ)上時,兩個端麵齒剛好齧合,所以隻需讓端麵齒(chǐ)3的工藝孔和(hé)軸套2上(shàng)的鍵槽中心在同一平麵上,這樣就能保證銑頭的4個端麵鍵插入滑枕鍵槽內時(shí),兩個分度端麵(miàn)齒也正好處於齧合狀態,便可(kě)以精確的消除1°安裝誤差。找一個平麵(miàn)度高的平(píng)台,上麵放(fàng)置兩塊同樣大小的V型(xíng)鐵,吊運主軸使其橫臥於該V型鐵上,新端麵齒(chǐ)3把合在主軸上,不要把合過緊,安裝(zhuāng)工藝銷子插入端麵齒3(軸套2上無φ8直銷(xiāo)孔)。平台上放置上下(xià)兩麵平(píng)行(háng)度高的(de)墊(diàn)鐵,千(qiān)分表表座座於該墊鐵上,表針檢(jiǎn)測主軸的鍵槽(cáo)12和13的側麵,轉動主軸找正兩側(cè)讀數。然(rán)後轉動端麵(miàn)齒3,推動墊鐵使表針找正銷子上母線,然後用(yòng)力矩扳手對稱較緊(jǐn)把合(hé)螺栓,手動鉸φ8錐銷孔後安裝錐銷,此時完成端麵齒3的安裝。
回裝過程中首(shǒu)先吊運主軸使其立於工作台(tái)上,找(zhǎo)正兩個工藝銷,使兩個工藝銷處於機床(chuáng)的Y向。其次開動(dòng)機床找正主軸外圓並得到主軸中心點坐標,把滑枕開動到中心點坐標處,拔出安裝工藝銷,滑枕從上方往下落,落到位置後安裝兩(liǎng)個主軸定位銷11。Z後,恢複(fù)各(gè)管路與線路,完成修理更換。
5 結束語
2×6米龍門銑主軸旋轉故障修理的過程中利用排(pái)除法Z終找到故(gù)障的根本(běn)原(yuán)因,並采用先進的(de)修理工藝方法完成修理工作(zuò)。經過更換分度端麵齒,現在機床銑頭C軸分度已經達到0.015mm的旋轉精度,完全滿足生產加工要求。
來源:《科技(jì)創新與應用》2017年第(dì)10期