熊傑
(寶鋼湛江技術協作團隊)
1 故障現象
2008年7月8日16時。厚板部5000產線計(jì)劃更換精軋機工作輥。在抽下工作輥時(shí)發現下主軸隨下輥移動,導致無法正常抽輥。
2 故障處理(lǐ)
經現場檢查,判斷扁頭套與工作輥(gǔn)間出現卡阻。現場試圖采用兩個100T油缸將扁頭套和軋輥扁(biǎn)頭(tóu)分離(lí),未果。現場Z終決(jué)定將扁(biǎn)頭套與軋輥一起拉出,同(tóng)時更換扁頭(tóu)套備件。21:10拆卸(xiè)扁頭套與主軸連接螺栓後,扁頭套隨工作輥一起拉出;23:55將扁頭套備件隨同新工(gōng)作輥一起推入軋機並聯接(jiē)扁頭套和(hé)主軸。故障共耗時(shí)7h50min。
3 原因分析
卡死的扁頭套為激光熔敷的修複件。該扁頭套自6月21日起安裝在軋機上主(zhǔ)軸使用,7月2日定修時隨上軸萬向節一起更換到下軸繼續使用(yòng)。而工作輥為第三次使用的新輥,且一直在下輥(gǔn)位置使用。因此,發生(shēng)事故時扁頭套與工作輥為次配合使用。
事故搶修(xiū)完成後,現(xiàn)場立即安排檢修隊伍利用千斤頂將卡死的扁頭(tóu)套與工作輥扁頭脫開。各(gè)方人員對扁頭套和(hé)工作輥扁頭初步檢查後,判定扁頭套的定位套與工作輥扁(biǎn)頭鋼套卡阻是造(zào)成軋輥無法抽出的直接原因。
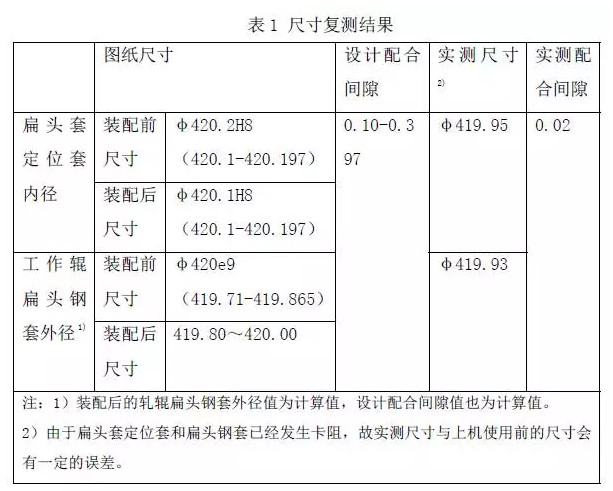
扁頭套定位套和工作輥(gǔn)扁頭鋼套的尺寸複測結果如表(biǎo)1所(suǒ)示。複測結果顯示,扁頭套(tào)定位套的尺寸超差(chà)。
從上表中的數據,可以看出(chū)由於扁頭套定位套的尺寸超差,導致軋輥扁頭和(hé)扁(biǎn)頭套的(de)實際配合間隙遠比(bǐ)設計值小,隻有約0.02mm。由於存在間隙,因此裝輥時(shí)軋輥的扁頭能夠順利地推入扁頭套。由於扁頭套和軋輥(gǔn)扁頭的配合間隙偏小,在軋鋼過程中工作輥受熱膨脹後,兩者就(jiù)發生了卡阻,也(yě)就造成換輥時下工作輥無法正常(cháng)抽出的故障。這是事(shì)故的根本(běn)原(yuán)因。
舊工作輥定位套(tào)一般磨(mó)損在0.25mm以(yǐ)上,因此在與舊(jiù)工作輥配合使用時(shí)一般(bān)不會發生卡阻狀況(kuàng)。
4 經驗(yàn)教訓
(1)扁頭套等關鍵備件在上機前必須對關鍵尺寸進行檢查複核,防止投運時故(gù)障發生。
(2)扁頭套修複需修複單位提供修複總成關(guān)鍵尺寸,便於現場檢查複核。
(3)扁頭套定位套的壁厚較薄。根據材料力學原理,過盈配合的薄壁套在裝入厚壁筒後,其內(nèi)徑會縮小。這一點必須在設計、加工和裝配過程中認真加以關注(zhù)。因此,建議在裝配完成後,複測薄壁套的直徑,確認是否符合圖紙要(yào)求。