賈建(jiàn)雄 陶力(lì)義
軸係是船舶推進係(xì)統的重要組成部分,軸承是軸係的核心部件。尾軸承故障(zhàng),將影響整個船舶的運行,同時也增加了船舶的(de)安全隱患。因此(cǐ),在船舶設計、建造和營運的各個(gè)階段應給予軸係足夠重視。
本文結(jié)合某輪建造期間(jiān)油潤滑尾軸承高溫故障,詳細分析了產生故障的原因,介紹了修理過程及結果。
高溫故障
某集裝箱船在主機係泊試驗期間,艉管軸(zhóu)承監(jiān)控裝置(zhì)出現高溫報警,且當主機負荷逐(zhú)步上升後溫度升高,Z高達100℃以上。異常情況發生後,進一步尋找(zhǎo)原因,發現隨著主機轉速提高,艉(wěi)軸(zhóu)承滑油溫度也升高;反之,主機轉減小,則艉軸承溫度降低。但無論如何,整個運行期間,滑油(yóu)溫度總體還是高於規範(fàn)要求。中國船級社鋼質海船入(rù)級規範第3篇第11章第1節規定,油潤滑的艉(wěi)軸承(chéng)不應超過70℃。此外(wài)還注意到,在主(zhǔ)機和軸係運行期間(jiān),船舶尾(wěi)部振動異常。
查找(zhǎo)故(gù)障原因
抽軸前,通過軸係(xì)頂升對軸係各軸承進行負荷測量,核(hé)查其負荷分配是否符合《軸係校中計算書》的要求;測量主機曲臂差;進幹(gàn)塢抽軸後,通過激光定位、測量,對軸係、尾軸承情況進行分析;對尾軸承內表麵(miàn)進行無損檢測。
1、軸承負荷測量。
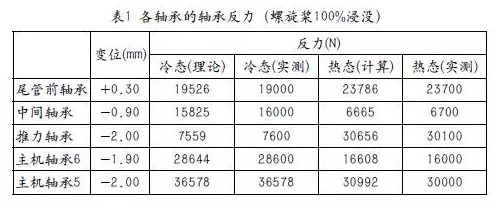
發現問題後,在船舶平浮狀態,分別在(zài)熱態和(hé)冷態,再次根據《軸係校中計算書》對(duì)軸承進行了負荷(hé)測量(liàng)。應用頂舉法,分別在螺旋(xuán)槳50%、75%、100%浸沒三種情況下(xià)進(jìn)行,結果顯示各軸承負荷均在計算書允許範圍(wéi)內。測量主機熱態、冷態臂距差,結果均符合主機規格書(shū)要求,以螺旋槳100%浸沒下的軸承反力為例(表1)。
2、軸舵係照光、拉(lā)線和測量及尾軸檢(jiǎn)驗。
根據軸係布置圖,在幹塢內(nèi)重新進行軸舵係照光、拉線,在艉柱的艉軸管兩端,拉出測量用(yòng)的(de)中心線。
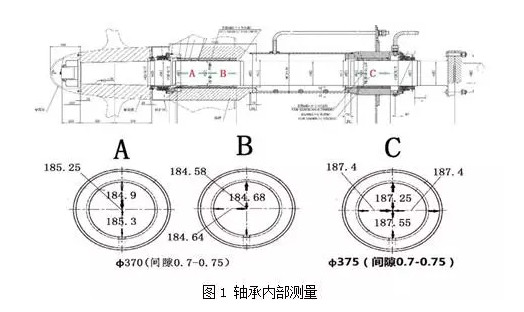
在如圖1的A、B兩段(duàn)位置,測量艉軸承的徑向半徑,A和B段尾軸承內有6個點處半徑小於185.37mm(尾軸直(zhí)接為Φ370mm,間隙是0.70-0.75,因此尾軸管半徑約應為185.375mm),且分布不規則;同理,C段尾軸承內有4個位置(zhì)的半徑小於187.875mm(尾軸直接為Φ375mm,間隙是0.7-0.75,因此尾軸管半徑約應(yīng)為185.875mm),分布也不規則,大部分區域測量數據R左=R右,R上-R下=2Y(Y為撓度),合格。由上述數據可知,上(shàng)述A、B、C三(sān)段軸承內局部區域尺寸不滿足原批準圖紙要(yào)求。
抽軸後,再次對進行尾軸頸進行了無損檢測、尺(chǐ)寸(cùn)檢查,結果顯示尾軸頸未受損(sǔn),尾軸頸尺寸均在圖紙要(yào)求(qiú)的+0/-0.036mm公差範圍內。
3、尾軸管鏜孔複核及尾軸承內部無損檢測。
盡管尾管鏜孔精加工後,驗船師曾仔細測量了內孔尺寸,但還是再次(cì)複核尾軸(zhóu)管鏜孔原始數據(jù)(表2),可以得出鏜孔(kǒng)結果良好(hǎo),圓度(dù)、圓(yuán)柱度合格,內部均(jun1)勻、光潔,滿足批準圖(tú)紙要求。尾軸抽出後,對尾軸(zhóu)承與軸接觸位(wèi)置進行(háng)表麵清潔,清(qīng)潔後進行表麵磁粉無損檢測,結果無缺陷。
4、原因判(pàn)斷
(1)由上可知尾軸與尾軸承多處間隙太小,局(jú)部區域(yù)圓度和圓柱度超差,是導致尾軸轉動時幹磨、油膜不能良好建立的直(zhí)接原(yuán)因,進而(ér)導(dǎo)致了(le)尾軸承高溫。故(gù)障發生時船舶處於碼頭係泊試驗階(jiē)段,所以未造成(chéng)軸承的嚴重破壞。
(2)尾管精加工尺寸正確,因此故障的根本原因就是尾軸承內徑加工尺寸不準確。
(3)尾軸承采用斜鏜孔,斜鏜孔是在車床上進行的(de),斜率、軸(zhóu)線(xiàn)與內孔中心(xīn)線交點(diǎn)的定位要求極高。因此,此二者未正確處理也(yě)是造成故障的可能原因。
5、處理方案及效用試驗結果
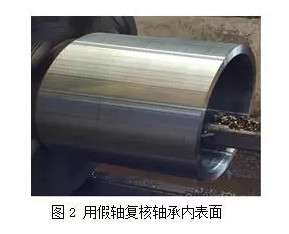
按照前後兩(liǎng)處艉軸承的尺寸加工2根假軸(圖2)。用藍釉法將假軸與艉軸承進行配合,反複進行多次,查找接(jiē)觸點,再對接觸的硬(yìng)點進行充分拂刮;待接觸麵積達到%75以上後全麵測量內徑尺(chǐ)寸;測量值符合4.2的要求後安裝(zhuāng)尾軸,並仔細測量尾軸間(jiān)隙和下沉量;在漂浮狀態下,測量(liàng)各軸承負荷。
全部合格後,再次進行了主機係泊試驗,延長(zhǎng)了(le)運行時間。結果整個試(shì)驗期間,尾(wěi)軸承溫度穩定,Z高值為37℃。之後進行航行試驗,結果尾軸承溫度相對穩定,且Z高為(wéi)39℃。試(shì)驗表明(míng),上述解決方案正確。
事故引發的思考和建議
1、軸係安裝全過程(chéng)
(1)嚴格按照工藝進行鏜孔前照光、拉線、打靶點定位並嚴格控製精度;
(2)鏜刀的安裝方法不當和鏜刀的擾度超差等原因,都會引起艉管鏜孔時尺寸(cùn)把握(wò)不住、尺寸不到位,徑向(xiàng)跳動和粗糙度超差;必要時(shí)在鏜杆上設置支持(chí)軸承是有效的解決(jué)辦法(fǎ);
(3)鏜孔“粗加工”後需要調整和複測,“半精加工”後(hòu)再有一次精心的測(cè)量,這樣才能把握數據,及時修正偏差。艉軸承安裝(zhuāng)後,還要對艉軸中心線的偏差測定(dìng)、對徑向尺寸複測;
(4)艉軸承嚴格按照安裝工藝壓裝,避免壓裝過程中軸承變形、內部(bù)合金層鼓起;艉軸就位後,要仔細測量配合間隙;
(5)軸係的準確校中,同樣是保證艉軸合理受力,順暢運轉的重要保證;
(6)斜鏜孔尾軸承機械加工要(yào)求高,船廠一(yī)般定製成品。因此,在定製(zhì)時應特別注意明確技術要求;到船廠後,也應再次對內徑、內孔中心等進行全(quán)麵檢查。
2、船體結構的強(qiáng)度和剛度
(1)鏜孔後遭受外力的影響(xiǎng),如焊接變(biàn)形,機(jī)艙設備(bèi)移(yí)動等外力,都會引起軸線的移位和變形。為了抵禦上述外力的影響,需要機艙的船體結(jié)構有足夠的強度和剛度;如(rú)果船體艉部的強度和剛度不足,則在艉軸安裝以後都會因為裝載和壓載而影響艉(wěi)軸與軸承的配合和運轉。
(2)軸係(xì)拉線照光前,確保滿足規定(dìng)的(de)前提條件,即(jí)大型設備吊裝到位、大合攏等主(zhǔ)要(yào)焊接工作結束,且軸係(xì)安裝後不應有影響(xiǎng)軸係撓(náo)度、彎矩、應(yīng)力、剪力的因素(sù)發生(shēng),如(rú)大的(de)火工作業等。
(來源:中國船檢)