龐亮 陳兵
(徐工集(jí)團工程機械股份有限公司道路機械分公司,江蘇省徐(xú)州市(shì)金山橋開發區桃山路1號221000)
隨著我國道路建設的(de)發展,道路養護工程逐年增多。輪胎攤鋪機以轉移施(shī)工地(dì)點快速、靈活等優勢(shì),在道路養護市場上的需求與日劇增。輪胎攤鋪機的可靠性,直接影響工程質量及施(shī)工順利完成。本文在(zài)分析輪(lún)胎攤(tān)鋪機轉向輪結構的基礎上,總結其(qí)製造過程中存(cún)在的(de)問題,並提出改進措施。
1.轉向輪結構
轉向輪不(bú)僅用於攤鋪(pù)機(jī)轉向,而(ér)且承載攤鋪(pù)機前部及接料鬥內瀝青混合料的質量。
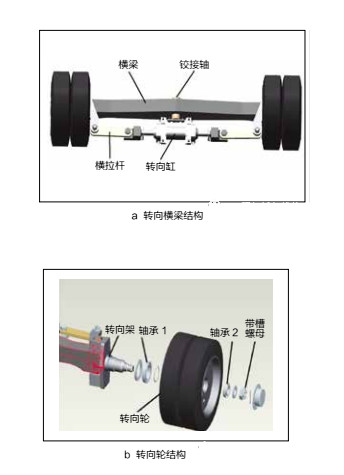
轉向(xiàng)輪梁通過(guò)鉸接方式與攤鋪機機架前端連接(jiē),使橫梁能夠擺動,以平衡2個轉向輪承載(zǎi)的質量(liàng)。橫梁兩端通過(guò)轉向主銷與轉向(xiàng)節(jiē)連接,轉向缸通(tōng)過橫拉杆帶動轉向節擺動實現轉向。轉向輪橫梁結構(gòu)如圖1a所示。
轉向輪為無內胎實心輪,實心輪直接硫化粘接在輪轂上,輪轂內(nèi)、外設有圓錐滾子軸承,將輪轂安裝(zhuāng)在轉向(xiàng)節上,轉向節軸頭設有鎖緊螺母,以調節圓錐滾子軸承的間隙,使輪轂及輪胎能夠(gòu)自由轉動。轉向輪結構如圖1b所示。
圖1 轉向橫梁及轉向輪結構(gòu)
2.存在(zài)問題(tí)及(jí)原因分析
(1)存(cún)在問題
輪式攤鋪機(jī)轉向輪故障主要是輪(lún)轂軸承損壞,造成輪體(tǐ)脫落,導致攤鋪機無法正常(cháng)行駛和作(zuò)業。
(2)原因分(fèn)析
我們拆解了多台輪式攤鋪(pù)機的轉向輪,發現輪轂軸承損壞原因有以下4個(gè)方麵:
一(yī)是(shì)轉向輪輪轂的內軸承孔和外軸承孔同軸度超差。轉向輪輪轂毛坯(pī)由圓鋼和鋼板組焊而成,焊接完成後未進行時效處(chù)理(未釋放焊接應力(lì)),即進行(háng)機加工。加工後軸(zhóu)承內孔同軸度(dù)雖符合要求,但攤鋪機使用一段時間後焊接應(yīng)力釋放,造成同軸度偏差增大、軸(zhóu)承偏磨、軸承骨架損壞(huài),導致轉向輪脫落。
二是轉(zhuǎn)向輪(lún)軸承采用普通鋰基潤滑脂。攤鋪機長時間在高溫環(huán)境(jìng)下作業,普(pǔ)通鋰(lǐ)基潤滑脂容易稀釋,無法(fǎ)達到潤(rùn)滑要求。
三是(shì)轉向輪無潤滑脂注油口。造成潤滑脂流失後無法補充,由此加(jiā)速轉向輪軸承磨損。
四是裝配轉向輪軸承(chéng)時遊隙控製不準確。遊隙過大,會造成轉向輪鬆曠,導致異常(cháng)磨損。軸承遊隙過小,會造成轉(zhuǎn)向輪卡滯,轉向輪溫度持續升高、軸(zhóu)承遊隙進一步縮小,Z終導(dǎo)致軸承卡滯、燒毀。
3.改進措施
(1)消除(chú)輪轂內應力
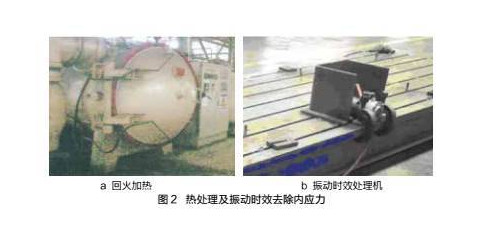
輪轂毛(máo)坯(pī)焊接後,放入回火(huǒ)加熱爐內用高溫回火工藝消除其內應力,回火加熱溫(wēn)度控製在620~670℃,保溫3~4h後取出,在空氣中逐(zhú)漸冷卻。回火加熱爐如圖2a所示。
對輪轂毛坯進行高溫回火後,在輪轂(gū)毛坯上安裝振動時(shí)效處(chù)理(lǐ)機,將其激振器主振裝置調至偏心擋位,用激振(zhèn)器自動檢測輪轂毛坯的固有共振頻率及(jí)合理的振(zhèn)動能量值。將激振(zhèn)器振動頻率調節到工件固(gù)有共振頻率(lǜ)以下100r/min處,並將振動幅度調節到亞共振區段峰值振動(dòng)幅度的1/3~2/3,激振器輸出的載荷(hé)不超(chāo)過輪轂毛坯額定載荷的(de)80%。激振器振動頻率及(jí)振幅確定後,對輪轂(gū)毛坯(pī)進行振動時效處理,處理時長控製在20~30min,以達到去應力效果。振動時效機處理如圖2b所示。高溫回火及(jí)振動時(shí)效(xiào)處理後再進行機加工。
(2)控製軸承遊隙
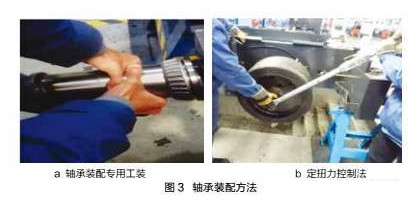
裝配轉(zhuǎn)向輪軸(zhóu)承時,不得使用加熱方式,以避免軸承因加熱造成退火(huǒ)。應使用軸承壓(yā)裝專用(yòng)工裝進行裝配,如圖3a所示。
由於裝配輪轂時圓錐滾子軸承遊隙難以測量,我們(men)采用數顯式扭(niǔ)力扳(bān)手擰緊轉向節軸頭螺(luó)母,擰緊時測量其(qí)力矩。采用數顯式扭力扳手可以進行量化檢測,從而實現裝配(pèi)各個轉向輪軸承遊隙的一致性。
我們按照(zhào)不(bú)同擰緊力矩(jǔ)對轉向輪螺母進行鎖緊,操(cāo)縱攤鋪機在不同環境溫度、不同速度下行駛,對轉向輪軸承溫度進(jìn)行測試。試驗結果證明,轉向節軸頭螺母擰緊力矩為730~770N·m時,轉向輪工作(zuò)溫度較低,軸承遊(yóu)隙(xì)Z為適宜。轉(zhuǎn)向節軸(zhóu)頭螺母(mǔ)定扭力控製方法如圖(tú)3b所示。
(3)選用適宜的(de)潤滑脂
我們對比了各種潤(rùn)滑(huá)脂數據,Z終選用二硫化鉬極壓潤滑脂作為攤鋪機轉向輪(lún)的潤滑脂,該潤滑脂可以(yǐ)適應攤鋪施工環境溫度較高工況。
(4)加強過程控製
對裝配人員進行培訓,提升(shēng)裝配(pèi)過程技能素質。為裝配攤(tān)鋪機轉向輪裝配工序配備裝配作(zuò)業指(zhǐ)導書、檢驗指導書以及(jí)檢驗記錄,嚴格控製(zhì)軸承裝配方法及潤滑脂塗抹方法,裝配時保證軸承、零件和潤滑脂清潔度。裝配(pèi)作業指導書如圖4所示。
圖(tú)4 轉向轉裝配工序(xù)作業指(zhǐ)導文件(jiàn)
通過對製造(zào)過程各環節的改進及裝配過程各要素的控製,有效降低了輪式攤鋪機轉向(xiàng)輪故障,市場反饋攤(tān)鋪機轉向(xiàng)輪性能可(kě)靠、使用情況良好,再未出現轉(zhuǎn)向輪脫落故障(zhàng)。
來源:《工程機械與維修(xiū)》2017年第5期