河南潤(rùn)華通(tōng)用裝備有限(xiàn)公司
摘 要:本文著重介紹了維修人(rén)員在油封安裝前需要注意的事(shì)項、安(ān)裝的過(guò)程中的正確的操作方法,從而避免了(le)維(wéi)修人員在安裝油封的過程中破壞油封的情況。
關鍵詞:骨(gǔ)架油封;安裝(zhuāng);裝配
在日常的維修保養過程中,許多(duō)維修人員由於不(bú)了(le)解油封的正確安裝方法,在安裝的(de)過程中出現了(le)錯誤的操作,導致油封雖然安裝完成,卻起不到密封的(de)作用,針對這些情況我們從油封安裝前的準備工作和油封安裝過程中需要注意的裝配工藝進行介紹。
油封安裝前準備工作
安裝前檢查油封,油封清潔並(bìng)完好無損,請不要使用附著有砂、塵等異物的油封,這會造成泄漏。
把(bǎ)油封的密封唇口端朝向(xiàng)密封介質一側,切忌(jì)反向裝配。單向回流線的油封安裝時一(yī)定要讓油封上標識(shí)的箭頭方向與軸的旋轉方向一致,切勿裝反。
油封安裝時,外表麵應塗上適當的潤滑劑,唇(chún)口應塗上適(shì)合的清潔潤滑脂,帶有(yǒu)防塵(chén)唇的(de)油封,應在主(zhǔ)付(fù)唇間填滿適合(hé)的清潔潤滑脂,再進行裝配。
確定的油封安裝(zhuāng)定位(wèi)的基準麵都應是機械加工的表麵,未經加工的基準麵不能使用。
油(yóu)封唇(chún)緣通過的螺紋,鍵槽,花鍵等(děng)處應采取各種措施來防(fáng)止唇緣損傷。螺紋,鍵槽,花鍵等處保護用材料的粗糙度Ramax不超過3.2um,不允(yǔn)許有碰劃(huá)痕毛刺等。
油(yóu)封安裝
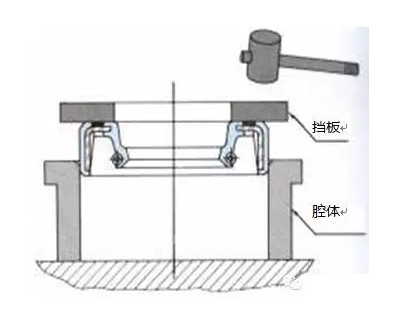
正(zhèng)確的施力方式,避免造成油封變形,在沒有壓力機(jī)或沒有使(shǐ)用壓力機的情況下,應選用一適當的擋板作(zuò)為治具,均勻施壓,切勿(wù)以錘直接敲打,造成油封變形。
正確操(cāo)作:
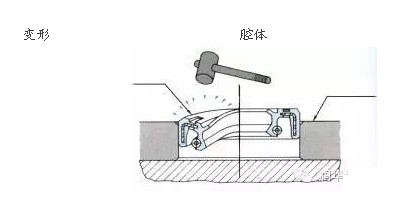
錯誤操作:在油封部分敲打,導致變形損壞。
變形腔體
治具:作為協助控製位置或動作(或兩者)的工(gōng)具。
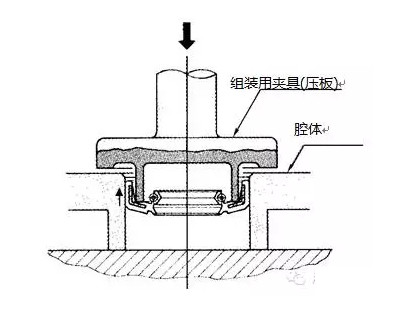
正確的安裝治具(jù),選用治具時注意治(zhì)具與(yǔ)油封(fēng)接觸位置。
正確操作:
錯誤操作:壓板與油封(fēng)接(jiē)觸(chù)部位直徑過小(xiǎo),引起油封變形損壞。
不同安裝方向選擇不同治具。由於裝配的方(fāng)向不同,油封鐵殼的施(受)力點(diǎn)亦不同,故(gù)應采用不同的裝配治具。
正確操作:
錯誤操作:壓(yā)板與油封接(jiē)觸部位尺寸不滿足要求,引起油封(fēng)變形損(sǔn)壞。
保持油封的水平。裝配時(shí)請將(jiāng)油封(fēng)水平放置在腔體內均勻加壓。
正確操作:
錯誤操作(zuò):油(yóu)封傾斜,油封配合部分被擠壞,卡住,運行後易發生泄漏。
油封在腔體裝配(pèi)結束(shù),向軸上套裝時,可考慮(lǜ)采用銅版紙引導套裝,以防止密(mì)封唇損壞。
軸承(chéng)或齒輪箱應具備通暢的排氣裝置,防止在(zài)運行中(zhōng)溫度升高引(yǐn)發油氣等被密封介質壓力升(shēng)高,導致唇形密封在受壓狀態下密封失效。
密封唇收緊彈簧張緊度應調整適當,一(yī)般應在1.5倍的密封介質靜壓。