摘 要:針對孔軸用彈性擋圈變形或斷裂現象,分(fèn)析(xī)了產生這些狀況的數(shù)種原因,並提出了改善措施。
關鍵詞:孔軸(zhóu)用彈性擋圈;變形或斷裂;失效分析
0 引言
根據彈性擋圈變形失(shī)效的狀況,一般可分為:擋圈沒有經過熱處理;偏心尺寸c走了下極限或偏小;熱處理過程中沒有淬硬或硬度低等。下麵就對一些失效(xiào)原因進行(háng)簡要分析,以利於對它們的控製和改善。

1.1擋圈沒有經過(guò)熱處理
按標準製(zhì)造彈性擋(dǎng)圈的原(yuán)材料一般為65Mn彈簧鋼,該材料一般都要(yào)經過淬火、回火處理後,才會有合適(shì)的硬度和彈性指標。在熱處理過程中,如加工現場管理不善,有時會出現擋圈拋落現象。操作人員如果誤將沒有熱處(chù)理的擋圈(quān)放入已經熱處理的箱中,使僅有原材料硬度的擋圈混入,這樣就會造成(chéng)使用不良。
改善對策:嚴格執行工(gōng)藝規程,加(jiā)強現場管理(lǐ),杜絕產品落地現(xiàn)象。
1.2偏(piān)心尺寸c走(zǒu)了下極限或偏小
在設計彈性擋圈落(luò)料模時,將偏心尺寸c取了下極限或者超過了下極限,造成擋圈的偏心尺寸(cùn)小,不(bú)能產(chǎn)生足夠的彈力,影(yǐng)響擋圈的彈性指標。
改善措施:對模具設(shè)計參數進行適當調整,使偏心尺寸c在(zài)合理的範圍內,保證擋圈(quān)的彈性(xìng)指標。
1.3熱處理過程中沒有淬硬或硬度低
熱處理過程造成(chéng)彈性擋圈變形的缺陷通常有:擋圈沒有淬硬、硬度低或沒硬度等。它們在使用中往(wǎng)往手感比較容易感覺到,特別是硬度低或無硬度的(de)擋圈更是如此,這裏(lǐ)對擋圈無(wú)硬度的情況作一下重點分析。
擋圈熱(rè)處理(lǐ)淬火一般都采用的是網帶(dài)式淬火爐,由於網(wǎng)帶長(zhǎng)時間經過高溫加熱(rè)和(hé)運行,會(huì)造成網帶的局部(bù)破損,個別擋圈會套在(zài)破損處。在淬火爐落料口處,擋圈會慢慢隨著網帶的運行到一(yī)定角度(dù)才能掉入淬火槽,而不(bú)是按規定時間迅速掉入淬火池。這樣造成擋圈套在落料口有短暫停留,沒有及時淬火,等到掉入淬火(huǒ)池時,由於擋圈的溫度已經降低,已經達不到正常的淬(cuì)火溫度要求,從而導致擋圈的硬度很低或沒有硬(yìng)度,造成擋(dǎng)圈(quān)彈性不良,從而失去了擋圈彈性的緊固固定作用。
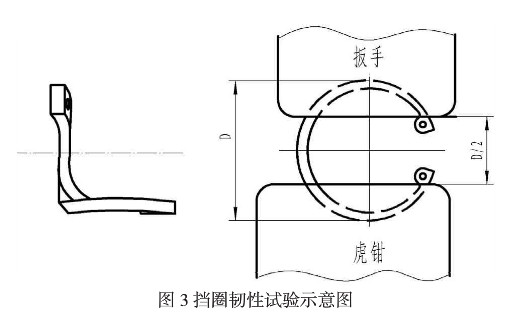
改善對策:1)對於沒有(yǒu)淬硬的擋圈,可以通過采用檢查韌性(xìng)的方法來(lái)判斷。在檢測擋圈淬火件時,如果擋圈沒有斷裂,可以(yǐ)用檢測(cè)硬度或(huò)金相分析的方法來進一步判斷是否淬硬,根據檢測情況進行返工(gōng)處理;2)對於硬度低的擋圈,通過(guò)檢測硬度,可以重(chóng)新進行淬火、回火的熱處(chù)理加工,達到需要(yào)的硬度(dù)要求;3)對於(yú)沒有硬度的擋圈,需要對擋圈進行全(quán)數選別處(chù)理,選別方式可以通(tōng)過硬度測試或手(shǒu)工扳扭等方法來區分(fèn)。在對不良件進(jìn)行分析查出原因(yīn)後,可以對這批產品進行重新淬火處理。另外,恢複設備(bèi)使其正常。
2 斷裂(liè)失(shī)效原(yuán)因(yīn)分析
根(gēn)據擋圈斷裂失效狀況一般是指:在(zài)裝配使用過程中,擋圈出(chū)現斷裂現象,導致裝配失效。
1)原材料不良
原材料有偏析、分層、外來夾雜物、硬度偏高等缺陷(xiàn)。使衝壓落料件出現裂邊、輕微撕裂等不良狀況,導致在熱處理加工中,產生熱處理淬火裂紋等不良導致使用斷裂。
改善措施:嚴把原材料采(cǎi)購關(guān)。選擇信譽好的鋼廠作為合格供應商,並需要鋼廠提供質量證明書。
2)熱處理加工不良
眾(zhòng)所周知,65Mn鋼在熱處(chù)理加工中有過熱和回火脆性傾向。如果在熱處理加工時,淬火爐爐溫因溫控器故障(zhàng)或其它人為因素造成跑溫,使加熱溫度衝(chōng)高造成過熱加(jiā)工,可能會使(shǐ)擋圈金相組織晶粒(lì)變粗,而回火後也不能細化晶粒(lì),從而造成擋圈在使用時產生斷裂(liè)。另外,在擋圈回(huí)火時,可能采用了類回火(huǒ)脆性區250℃~400℃溫度範圍,使一些件產生了類回火脆性,從而(ér)降低了擋圈的韌性,使擋圈在使用時產生斷裂。關於淬(cuì)火未回火的情況(kuàng),還(hái)是一個現場管理問題。由於(yú)一些工位器具沒有清理幹淨,或個別產品有落地現象,操作人員沒有完全(quán)按相關規定執行,將不良件誤放入已回火擋圈的(de)工位器具裏,這樣就有(yǒu)可能會產生淬火未回(huí)火的不良情況。
改善措施:(1)嚴格執行熱處(chù)理工藝規程,嚴禁在淬火時隨意拉高(gāo)淬火溫度,防止擋圈過熱使金相組織晶粒變粗;(2)擋圈在回火工(gōng)序中,盡量避免(miǎn)在(zài)回火脆性溫度區域(yù)進行回火處理,防止產生回火脆性。如果條件(jiàn)允許(xǔ),可以考慮采用等溫淬火工藝來代替傳統的淬火回火工(gōng)藝,提高擋圈的韌性,防止擋圈發生(shēng)斷裂;(3)針對淬火未回火情況,應該在嚴格操作規(guī)程上下功夫,杜絕產品落地現象。如果遇到個別落地件,就(jiù)一律作為報廢件處(chù)理和隔離。
3 結論
孔軸(zhóu)用擋(dǎng)圈的變形、斷裂失效狀況雖然可以從表麵現象來進行一定判斷,但有(yǒu)時還會夾雜一些其它的原因,所(suǒ)以(yǐ)有時解決起來會比較棘手。這就需要我們(men)在實(shí)踐中不斷(duàn)總結經驗,揚長避短,盡量(liàng)采用合理的工藝(yì)方法,避免擋圈產(chǎn)生這(zhè)些失效現象,提高擋圈(quān)的裝配使用性能,滿足用戶需求。
參考文獻
[1]GB/T893.1-1986孔用彈性擋圈—A型.北京:中國標準出版社,2004.
[2]GB/T894.1-1986軸用彈性擋圈—A型.北京:中國標準出版社(shè),2004.
[3]GB/T959.1-1986擋圈技術條件彈性擋圈.北京:中國標準出版社,2001.
[4]GB/T94.1-2008彈性墊圈技術條件彈簧墊圈.北京:中國標準出(chū)版社(shè),2008.
[5]國家標準(zhǔn)《緊固件》宣貫講義(yì).北京:機械(xiè)工業基礎標準情報網,1988.
