白劉貴
(神華神東煤炭集團洗選中(zhōng)心)
1 概述
神東(dōng)洗選中心11個選煤廠共有直線振動篩260餘(yú)台,激振器500餘台。直線振動篩廣泛應用在選煤廠分級、脫泥、脫介等作業(yè),是選煤廠重(chóng)要的設備之一,其振動由激振器提供,激振器由於(yú)長(zhǎng)時間運行(háng),受到(dào)振(zhèn)動、衝擊,造成激振器異響、溫度偏高(gāo),主要(yào)原因是軸承的失效,激振器軸承基本(běn)三年(nián)至五年需要更換一次。神東洗選中心每年(nián)需要修維修激振器(qì)100餘台左(zuǒ)右,主要從振動篩更換下(xià)激振器,進行解體(tǐ)維修,更(gèng)換軸承、齒輪、密封件。在原來(lái)維修(xiū)中退卸激振器長軸與斷軸(zhóu)困難,沒有專用的(de)退卸工具,由於進口設備(bèi),沒有維修標準,根據激振器的特點,自行設計和加工激振器維修設備拆裝機(jī)。可快速、安全的拆(chāi)卸和安裝激振器,同時(shí)製定(dìng)激振器維(wéi)修工藝(yì)和標準,提(tí)高(gāo)激振器維修效率(lǜ)。
2 激振器工作原理和結構
2.1激振器工作原理
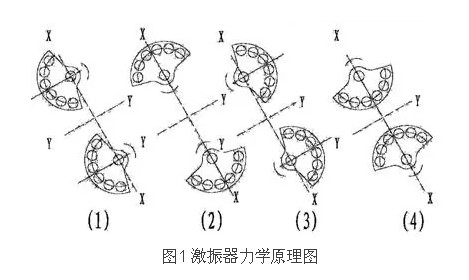
圖1是激振器的力學原理圖,兩個相同的偏心(xīn)塊同步異(yì)向旋轉,在各瞬(shùn)間位置時,兩(liǎng)根軸(zhóu)上所產生的離心慣性力沿X方向的分力(lì)總是相互抵消,而沿Y方向的分力總是相互迭加,因此(cǐ)就形成了沿Y方向的往複激振力,依靠這個力(lì)驅動振動篩直線振動。由圖可看出,當兩個偏心塊運轉到(1)和(3)的位置時,它(tā)們所產生的離心慣性力完全迭加,激振力Z大;轉到(2)和(hé)(4)的位置時,它們的離心慣性力完全抵消,激振力為零。
2.2激振器結(jié)構
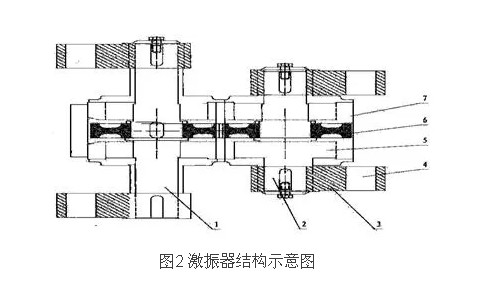
激振器結構圖,用來說明激振(zhèn)器的基本(běn)工作原(yuán)理。箱體內裝有主動軸1和從動(dòng)軸2,軸端各有一對重(chóng)量相同(tóng)的不平衡重塊(kuài)3(偏心塊),主動軸(zhóu)上(shàng)裝有軸端法蘭,動力帶動主動軸回轉,通過斜齒輪(lún)對6使(shǐ)從動軸作相對(duì)而同步的旋轉,利用不平衡重塊回轉時產生的離心慣性力(lì)使激振器產(chǎn)生定向激振力,通過調整偏心塊回轉速度和配重塞塊的數量、位置,以改變不平衡回轉重量,來調整激振力和工作力矩的(de)大小。密封(fēng)的箱體內(nèi)加注齒輪油,使齒輪和軸承潤滑和散熱,保(bǎo)證傳動平穩、運行(háng)可靠。激振器基本組成部分為箱體、長軸、短軸、軸(zhóu)承、齒輪(lún)、偏心(xīn)塊、端蓋、軸套、軸端法蘭、角環等附屬部分。激振器結構示意圖如圖2。
3 激振器維修存在的問題
隨著洗選中(zhōng)心各選煤廠係統擴大、產量增加、設(shè)備負(fù)荷重運行時間長、且隨著(zhe)時間的延長(zhǎng)設備逐年老化等,這些因素都加速了激振器故障率的上升。
在激振器維修中主要存在的主要問題沒有專用的拆裝工具,在拆(chāi)裝中(zhōng)造成退卸困難,檢修工藝不規範,沒有維修(xiū)標準,造成檢修效率低。
3.1激振器檢修拆裝存在問題
洗選中心激振器(qì)維修使用現有的設備及工具,拆卸聯軸器時使用自行加工的工裝,配合千斤頂(dǐng)使其(qí)拔下;拆卸激(jī)振器軸和軸(zhóu)承分別使用臥式壓力機和1600千牛立式壓力機上退卸,前者對激振器箱體的損壞(huài)大,後者在(zài)操作中存在很(hěn)大危險;同時需要使用電動葫蘆頻繁地翻轉(zhuǎn),存在(zài)危險(xiǎn)性(xìng)。在安裝的過(guò)程中使用(yòng)溫差(chà)法安裝,尤其是安裝軸承時加熱後容(róng)易造成軸承損傷(shāng),帶來下一次拆卸難的弊端。
激振器在拆卸的過程中(zhōng)需要3人以上配合(hé)作業,千斤頂的選型(xíng)及支點較難(nán)把(bǎ)握(wò),如果因配合(hé)不當,或者支點選擇不正確(què)均有可能造成物體飛濺傷人或損壞設備。主要存在以下問題:
(1)在拆裝激振器中,要多次進行吊運翻轉(zhuǎn),如在拆卸中,退卸軸、軸承時,箱體要立著翻轉2-5次,各種型號激振器不(bú)同,有的至少激振器(qì)退卸需要翻轉3次(cì),才能將軸和軸承退下。
(2)在拆裝激振器(qì)作業中(zhōng),要進(jìn)行多次吊運,在退卸軸和軸承時,需要電動(dòng)葫蘆吊運,壓力機(jī)頂壓,而且因為激振器箱體基礎(chǔ)座高,在退卸時需要加支撐墊,保證千斤頂和軸的(de)同軸度,因此在退卸作業中存(cún)在(zài)很大的隱患;而且在退卸作業(yè)中至少要3個(gè)人配合作業,勞動(dòng)強(qiáng)度大、效率低。
(3)在(zài)退卸作業中,如果操作不當,千斤頂和(hé)激振器的(de)軸同軸度有誤差,就可能對(duì)箱體造成損壞,有誤差時,軸承在外移中軸承外圈將刮傷箱(xiāng)體的軸承杯。
(4)退卸激振器軸和(hé)軸承時,因為要多次(cì)翻轉、吊運、而且退卸中要加墊需要人扶,因此在作業中至少(shǎo)3人配合作業,要求勞動(dòng)強度大,在退卸中要多次翻轉,浪費大量時間,所以作業效率低。
3.2維修工藝不規(guī)範(fàn)
由於神東洗選中(zhōng)心所用的振動篩為進口設備,在解體維修中(zhōng)沒有檢(jiǎn)修工藝、檢修標準,對齒輪、軸承間隙超限沒有統一的檢(jiǎn)查標準,由(yóu)於沒有統一維修(xiū)工藝和維修標準導致維修時間長、故障率高,出現再次進行返修。
綜上所(suǒ)述,原來的拆裝工藝工序存在著吊運翻轉困難、作業中安全隱(yǐn)患(huàn)多、作業中勞動強度高等諸多(duō)問題,因此需要一種新的設備拆裝去改變(biàn)這(zhè)種現(xiàn)狀,同時需要製定規範的維修工藝來提高激振器的維修效率。
4 提高激振器維修(xiū)效(xiào)率的措施
根據激振器維修過程中出現拆裝問題以及沒有統一的(de)維修工藝、維修標準、檢測的標準,根據10年(nián)的維修,200餘台激振器維修經驗,設計加工激振(zhèn)器拆裝的專用設備,解決激振(zhèn)器拆裝困難(nán)的問題,同時製(zhì)定激振器維修(xiū)工藝、維修標準(zhǔn)提高激振器維修效(xiào)率。
4.1設計加工(gōng)激振器專用拆裝機(jī)
基於上述在維修設備中存在的切實的問題,以及目前所存在設備拆裝(zhuāng)中的缺陷和不足,提(tí)出探(tàn)索研究一種新的拆裝(zhuāng)機,該拆裝機的目(mù)的便是解決目前設(shè)備解體檢修中一些設備退(tuì)卸、組裝時,普(pǔ)通壓力機難以找到合適的支撐點(diǎn)、施(shī)壓點、退卸組裝困難的問題;實現對重型設備可以直接使用電動葫蘆吊運到(dào)壓(yā)力機操作平台上作業的目的;配合激(jī)振器(qì)專用檢修裝置,可以實現激振(zhèn)器拆卸組裝時頻繁翻轉的需要,省去使用電動葫蘆吊運翻轉的複(fù)雜(zá)工序(xù),且消除了吊運帶來的(de)安(ān)全隱患,同時提高檢修效率。檢修激(jī)振器的全過程可以依次在此裝置上完成。設備拆裝機主要結(jié)構有以下特點:
(1)設備(bèi)維修拆裝機上方加設的橫梁可以(yǐ)按需打(dǎ)開或者關(guān)閉,有了吊裝點後設備可以直接使用電動葫蘆吊運(yùn)到工作台上進(jìn)行拆裝。而現有1600千牛立式壓力機上(shàng)方為封閉的橫梁,不能(néng)實現此功能。
(2)設備維修拆(chāi)裝機的操作平台設計為可變平台。利用變換不同的工裝板實(shí)現專板專用,即每類型設備配備(bèi)一(yī)塊專用工裝板(bǎn),使用(yòng)時隻需更換工裝板即可,更加(jiā)高效安(ān)全。而現(xiàn)有(yǒu)1600千牛(niú)立式壓力機不能實現此(cǐ)功能。
(3)該拆裝機配備的200T千斤頂可(kě)以在上方橫梁上左右移動。工作時可以(yǐ)根據工位的要求實現對下(xià)方(fāng)工件不同位置的頂(dǐng)壓(yā)。而現有(yǒu)1600千(qiān)牛立式壓(yā)力機為千斤頂(dǐng)定點固定(dìng)式,不能實現此功能。
(4)設計加工激振器專用檢修裝置。
此裝置設計(jì)加工(gōng)完成後,可(kě)以實現激振器在檢修平台處上(shàng)下升降、前後移動、徑向360°翻轉的功(gōng)能。激振器檢修時隻需用螺栓固定激(jī)振器底腳,把激振器固定在此裝置上,檢修全(quán)過程可以在此套裝置上(shàng)完成。實現以上功能應用到液壓係統、滑(huá)輪、軌道、傳動軸、齒輪等機構。
4.2製定了激振器維修工藝和標準(zhǔn)
在原來激振器大修中沒有(yǒu)嚴格維修工藝和標準,在裝配完成後試驗(yàn)過(guò)程中(zhōng)存在漏油、異響、高溫等故障,存在主要原因是沒有(yǒu)裝配工藝和檢修標準。檢修人員拆(chāi)裝順序不當、沒(méi)有(yǒu)維修標準導致出(chū)現故障。通過查閱資料以及維修經驗的積累製定了激振器檢測內容以及激振(zhèn)器維修工藝和標準,提高激振器維修效率。
4.2.1激振器主要零部件檢測內容
(1)斜齒輪檢測輪齒表麵下列缺陷,齒(chǐ)輪報廢(fèi)。
a.斷齒;b.表麵過度磨損;c.表麵斑點脫落;d.表麵蠕動變形;e.用千分表在從動軸上測(cè)齒輪間隙。要求齒輪(lún)齧合Z大間隙不超過125um。
(2)軸承檢測軸承出現下列情況,軸承報廢。
a.軸承內外圈斷裂、表麵(miàn)出現劃痕;b.滾柱破碎、變形(xíng);c.軸(zhóu)承(chéng)過熱退(tuì)火;d.軸承轉動聲音過大(dà);r.大部分有了噪(zào)音並發熱的激振器,軸承均需更(gèng)換。
(3)箱體檢測事項(xiàng)
箱體表麵質量,軸承孔不得有旋轉劃痕,用千分表檢查其直徑尺寸Ф289.923mm(-0.025至+0.051mm),如超公差,箱體應報廢。
(4)齒輪軸檢測(cè)事項
檢查各軸表麵,不得有明顯的凹凸痕跡,軸承(chéng)及齒輪端(duān),橢圓(yuán)度≤0.01mm;檢查軸的軸向串(chuàn)動(dòng)量,要求軸向串動量(liàng)Z大不超(chāo)過0.40mm。
(5)所有的密封件均需要更換
4.2.2激振器維(wéi)修工藝
綜上所述(shù),提高激振器維修效率與專用的拆裝設備和標準維修工藝是必不可(kě)少的,當然也與人員的技能也有很大關係,通過專用的拆裝(zhuāng)設備、標準維修工藝和高技能(néng)維修人員,必定提高激振器的維修效(xiào)率。
5 維修效果及產生經濟效益
通過使用設備(bèi)拆裝機以及按照製定的維修工藝,通過試驗,對DF601激振器和HE150LS激振器進行拆裝,實現(xiàn)了預期的目的,可以實現(xiàn)激振(zhèn)器在檢修平台處上(shàng)下升降、前後移動、徑向360°翻轉的功能。激振器檢修時隻(zhī)需用螺(luó)栓固定激振器地腳,把激振器固定在此裝置上(shàng),檢修全過程按照維修工藝在此套裝置上完成。實現以上功能應用(yòng)到液壓係統、滑(huá)輪、軌道、傳動軸、齒輪等機構。
運行效果及經濟效益主要有以下幾方麵:
(1)彌補了設備維修(xiū)過程中拆(chāi)裝設備不全的(de)缺口。該拆裝機可解決一些設備退卸組裝時,普(pǔ)通壓力機難以找到合適的支撐點、施壓點、退卸、組裝困難,導致耗時長、成本大,檢修效率低的問題。
(2)此拆裝機及維修工藝的應用將我(wǒ)單位以前外委修複進口激振(zhèn)器實現能自主維修,降低維修費用。自主維修(xiū)後每年至少可結(jié)餘200餘萬元。
(3)應用此拆裝機後提高設備檢修效率和安全係數。以檢修激振器為(wéi)例,省去了使用電動葫蘆(lú)頻繁吊運翻轉(zhuǎn)的複雜工序以及帶來的安全隱患,同時減少了(le)檢修時間和檢修人員,降低勞動強(qiáng)度。洗選中心現有激振器(qì)500餘(yú)台,每年維修數量按100台計算,每解體維修一台激振器需要3人(rén)20小時完成,每年檢修激振(zhèn)器所需時(shí)間為100台*3人*20小時=6000小(xiǎo)時;應用此拆裝機後(hòu),每解體維修一台激振器需要2人16小時完成,每年檢修激振器所(suǒ)需時間為100台*2人*16小時=3200小時,這樣(yàng)每年檢(jiǎn)修100台(tái)激振器可結餘工時為6000-3200=2800小時。若利用此結餘工(gōng)時再修複(fù)激振器,可修複87台。
6 結束語
目前使用(yòng)該拆裝機以及激振器維修(xiū)工藝(yì)維修數量達到(dào)200餘台,在現場使用中故障率底(dǐ),使用周期長,達到了預期所要達(dá)到的目標。提高了激振器維修效率,實現自主維修,從而達到降低(dī)成本、提高生產效率的目的。
來源:《科技創新與應用》2018(2)