短信碼登錄(lù)
密碼登錄
獲取短(duǎn)信驗證碼
獲取短(duǎn)信驗證碼

2024-09-07

一、檢修前準備
1. 停機與冷卻(què):
確保壓縮機已完全停機並充(chōng)分冷卻,以避免在檢修過程中因高溫或壓力造成的人員傷害或(huò)設備損壞。
2. 安全措施:
穿戴好防護裝備,如安全帽、防護眼鏡、手套等,確保檢修過程中的安全。
3. 工具(jù)與備件準備:
準備好檢修所需的工具、測(cè)量儀器和備件,如遊標卡尺、千分尺、砂紙、曲軸磨床等。
二、曲軸檢查
1. 宏觀(guān)檢查:
檢查(chá)曲軸頸、曲拐頸是否有(yǒu)變形、拉傷、燒傷等缺陷(xiàn)。
檢查曲軸軸承和軸瓦的磨損情(qíng)況,確保無過度磨損或損壞。
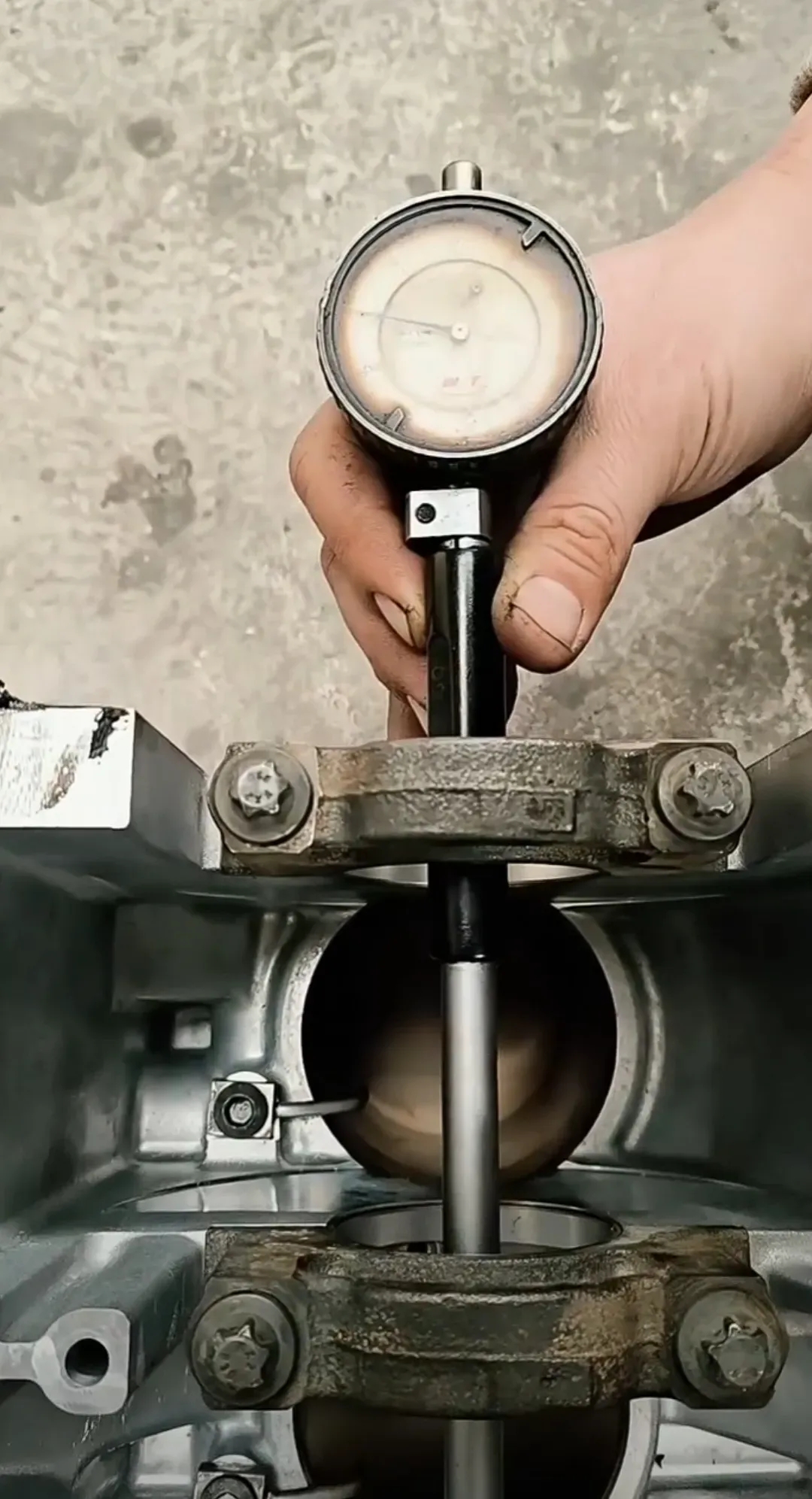
2. 測量檢查:
使用遊標卡尺或千分尺(chǐ)測量曲軸頸、曲拐頸的(de)圓度、圓柱度值,以及表麵粗糙度。
檢查曲軸頸的水平度值,確保其在允(yǔn)許範圍內。
進行著色探傷和超聲波探傷,檢查曲軸內部是否有裂紋等缺陷。
三、缺陷處理
1. 拉傷、燒(shāo)傷處理:
對於輕微的拉傷或燒(shāo)傷,可使用細平銼或油(yóu)石去除損傷部位缺陷,並用砂布提高表麵粗糙度。
對於較嚴重的損傷,可能需要進行機加工(gōng)修複,如磨削加工等。
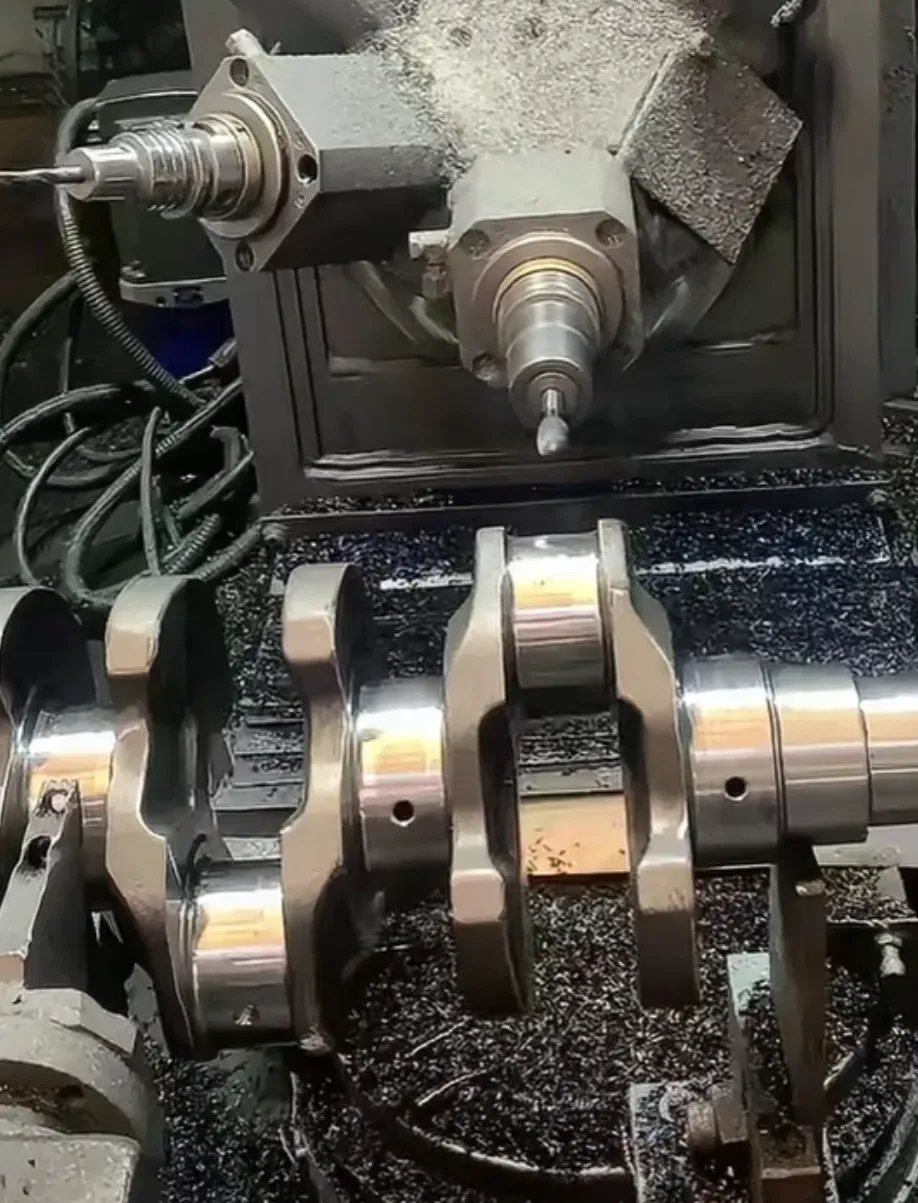
2. 圓度、圓柱度超差處理:
當磨(mó)損量≤0.05mm時,可采用手工修複方法,如細平(píng)銼(cuò)削、布帶研磨等。
當磨損量>0.05mm時(shí),需(xū)進行(háng)機(jī)加工修(xiū)複,在曲軸磨床或專用機床上進(jìn)行磨削加工,以恢複軸頸的圓度和圓柱度。
3. 裂紋處(chù)理:
對於較小的(de)裂紋(wén),可(kě)采用電動或氣動(dòng)細砂輪進行打磨消除,並(bìng)進行著色探傷確認裂紋已不存在。
對於較大的裂紋,可能需要進行冷補焊修複,並進行後(hòu)續處理(lǐ)以(yǐ)提高修複部(bù)位的表麵粗糙(cāo)度和強度。
四、曲軸彎曲找正與調整
1. 機械校正:
對於彎(wān)曲不大(dà)的小型曲軸,可采用機械(xiè)壓力或敲擊法進行校正。
將曲軸吊放在矯直機上,用機械壓力緩慢地向彎曲點施力,從變形(xíng)部(bù)分的兩端逐段向中間(jiān)校正。
2. 熱力校正:
對於大型曲軸或彎曲較大的曲軸,可采用熱力校正或熱力機械(xiè)校正法。
使用(yòng)工頻感應加熱工具對曲軸進行(háng)加熱,控製升溫速度和加熱溫度,然後進行降溫處理以恢複曲軸的直線度。
五、裝配與調試
1. 裝配(pèi):
在曲軸修複完成後,按照裝配工藝和技術要求進行裝配。
檢(jiǎn)查並調整主軸瓦、連杆瓦等部件(jiàn)的間隙和配合情(qíng)況,確保裝(zhuāng)配質量(liàng)。
2. 調試:
裝配完成後進行盤車檢查,確認曲軸能輕鬆自如地(dì)旋轉。
進行空試和負荷試車,檢查壓縮機的(de)運行狀(zhuàng)態和性能參數是否滿(mǎn)足要求。
六、總結與注意事項
1. 總結:
往複式壓縮機(jī)曲軸(zhóu)的檢修是一項複雜而(ér)細致的工作(zuò),需(xū)要嚴(yán)格按照檢修規程(chéng)和技術要求進行操作。
通過科學的檢修方法和合理的修複措施可以確保曲軸的性能和壽命得到恢複和提升。
2. 注意事項:
在檢修過程中要注意安全防護措施的落實避(bì)免發生意外事故。
對於磨損嚴重(chóng)或(huò)損壞嚴重的曲軸部件應及(jí)時更換避免影響壓縮機的整體性能(néng)和運行安全。
加強對檢修人(rén)員的(de)業務培訓和技(jì)能提升提高檢修工作的質量和效率。
來源:鉗工基本(běn)知識
(版權歸原作者或機構所有)