短信碼(mǎ)登錄(lù)
密碼登錄
獲取短信驗(yàn)證碼
獲取短信驗(yàn)證碼

2024-07-04
張誌強
(大慶煉化公司機電儀廠生產科)
通過對煉油裝置往複壓縮機填料密封的曆次檢修(xiū), 作者(zhě)對於往複壓縮機填料密(mì)封的拆卸與安(ān)裝積(jī)累了寶貴(guì)的經驗。明(míng)確了往複壓縮機填(tián)料密封的結構、工作原理及其拆卸與安裝過程中的注意事項,分享給大家:
1、往(wǎng)複壓縮機(jī)填料密(mì)封的(de)工作原理
1.1往複式壓縮機填料密封環的作用是防止氣缸中的高壓氣體沿著(zhe)活塞杆方向泄漏, 它是壓縮機中最(zuì)重(chóng)要的零(líng)部件之一, 也是壓縮機最主要(yào)的外泄(xiè)漏途徑之一。通常情況下, 我們常(cháng)說的填料密封環是一種動密封環, 即隻有在壓縮機工作時才起(qǐ)密封作用(yòng), 而壓縮機停機時或者其(qí)它特殊情況(kuàng)下, 它並不能起密封作用。
1.2這裏的動密封(fēng)指作用到填(tián)料(liào)密封環上的壓力(lì)隨著活塞的往複運動(dòng)而成明顯的周期變化,也即壓力為脈動(dòng)壓力。為了便於(yú)說明(míng), 下麵以最常用的(de)填料密封環 (如圖1 (1) ) 來(lái)解(jiě)釋實際的工作原理, 該環由(yóu)一片徑向切口環和一片切向切口環組成, 為典型的單(dān)作用環。
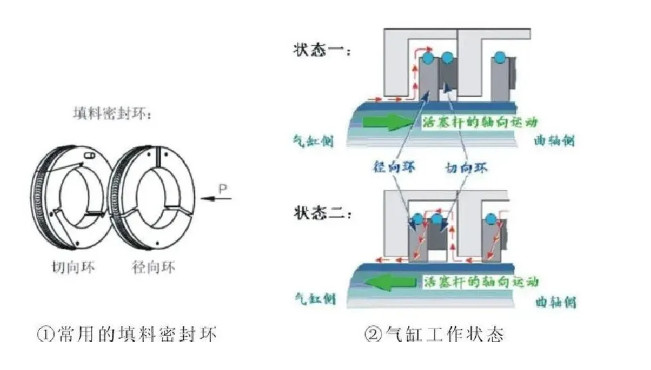
圖1
如圖1 ( (2) ) 所示, 狀態一為所需密封(fēng)的(de)工作(zuò)氣缸端被壓縮時, 填料密封環由於受氣體力的作用靠向低壓側, 氣體從填料密封環與(yǔ)填料盒(hé)杯槽之間(jiān)的軸向間隙和徑向環的切口間隙中進入填料(liào)的外側, 在(zài)氣(qì)體力的作用下形成三個密封麵:徑向環與切向環切口錯(cuò)開形成密封麵、切向環與活塞杆(gǎn)表麵形成密封麵、切向環與杯槽側麵(miàn)形成密封麵(miàn)。這樣就阻止了(le)氣體的泄漏, 從而起到密封作用;當氣缸吸氣時 (如圖1 ( (2) ) 狀態二) , 氣體通(tōng)過(guò)徑向環的(de)切口間隙(xì)部分回流進氣缸。
1.3在壓縮機的往複運行周期內:在壓縮階段, 氣缸內的高壓氣體作用在填(tián)料密(mì)封環上, 在填料(liào)密封環前(qián)後形成壓差, 各密封麵(miàn)在氣體壓差的作用(yòng)下能夠很好的工作, 氣體逐(zhú)步泄漏到隨後的填料杯槽裏並形成類似的密封(fēng)形式, 最(zuì)終(zhōng)保證整個填(tián)料盒的密封效(xiào)果;在吸(xī)氣階段, 由於氣體通過填(tián)料密封環組中徑(jìng)向環的切口回流(liú)到氣缸, 填料杯槽內(nèi)的氣體(tǐ)壓(yā)力逐漸下降(jiàng), 因(yīn)此這樣就可以保證在下一個壓縮過(guò)程中, 填料密封環的前後又能建立起新的壓差, 使填料密封環(huán)形成三個密封麵(miàn), 起到(dào)密(mì)封作用。
2、往複壓縮(suō)機填料密封(fēng)的檢修方法
在(zài)壓縮機組進行維護保養和因填料引起的故障時(shí), 都(dōu)要對(duì)其進行拆卸檢(jiǎn)查。拆卸檢查填料密(mì)封過程中的注意事項:
2.1抽活塞杆式用透明膠帶 (或專用(yòng)保護套) 對活塞(sāi)杆絲扣進行纏縛保護。
2.2把活塞杆總(zǒng)成從氣缸外端取出來。活塞杆與十字頭連接帶螺紋的(de)一(yī)端(duān)直徑比填料(liào)處(chù)的(de)內徑小1/4英寸 (6mm) 。要特別小心, 慢慢地把活塞杆(gǎn)通過填料段取出來, 以防止(zhǐ)損壞活塞(sāi)杆的(de)螺紋或(huò)填料環。
2.3從填料箱頂部拆下潤(rùn)滑油管路和冷卻液接口等附屬管線, 並從填料函底部拆下放空口。拆下將壓力填料函固定在氣缸上(shàng)的的帶帽螺栓。
2.4此(cǐ)時不要從螺栓上拆下小螺母(mǔ)。這些(xiē)螺栓(shuān)的(de)作(zuò)用是(shì)保(bǎo)持填料(liào)函的整體性從而可以作(zuò)為一(yī)個總成(chéng)來(lái)拆裝。
2.5將整個壓力(lì)填料拉出到中體箱內。接下來, 填料箱可以從箱體的側麵(miàn)開(kāi)口(kǒu)取出。此時(shí)可以把(bǎ)壓力填料(liào)放(fàng)到(dào)一個幹淨的位置進行拆卸。
2.6將壓力填料放在清潔(jié)的平麵上(shàng), 凹(āo)槽麵或朝向氣缸的一麵朝下。壓力填料是靠三個長固定螺栓保持固定的(de)。螺栓孔間隔不等。這是為了防止(zhǐ)零件沒有正確對中, 把固定螺栓拆卸後填料便可以分開(kāi)。
2.7在活(huó)塞杆上, 填料環的磨損可以通過把一(yī)個組(zǔ)填料環放在(zài)活塞杆上來鑒定。(記錄對應(yīng)點的位置) 檢查端部的間隙。如果端部被磨平或接近(jìn)磨平, 應該更換新的環。
2.8重(chóng)新組裝前要保證所(suǒ)有零(líng)件是清(qīng)潔的。
3、安(ān)裝填料密封過程中的注意(yì)事項
3.1新的壓力填料的維修包裏包括壓力填料總成圖紙。認真查看壓力填料總成圖紙, 以便增加自己的操作(zuò)效率(lǜ)。如果在現(xiàn)有的填料函上(shàng)安裝一套新的填料環, 則需要檢(jiǎn)查填料函零件的磨損(sǔn)程度。凹麵靠在填料環必須密封的一側應當是平滑的。一般很少會需要修(xiū)改十字頭一側的填料杯, 當然, 如(rú)果(guǒ)發現有必要, 則要注意新換的填料環有正確的側(cè)間隙。
3.2在填料函重新安裝前, 應將(jiāng)其解體並(bìng)浸泡在適當的溶(róng)液裏徹底清潔。安裝操作步驟如下:
(1) 確認每個填料環和杯正確就位並且在組裝前環(huán)上塗上清潔的潤滑油。檢查所(suǒ)有(yǒu)零件是否有非正常(cháng)的缺口、劃痕(hén), 它們會妨礙填料(liào)環在填料杯中自由浮(fú)動。要特別小心由軟材料製成的填料環, 例如銅或特氟隆, 而且特別重要的是刮油環要正確安裝以至於不會損傷(shāng)刮油(yóu)環的鋒(fēng)邊。
(2) 零件應該平放到(dào)工作台(tái)上, 這樣可以使它們能夠按正確的位(wèi)置和朝向正確的受壓麵有順序安裝。注(zhù)意所有的填(tián)料環上有編號 (在正上方12點位置) , 在安裝時必須一一對應。這對於正確密封是(shì)非常(cháng)重要的。在固定螺栓擰緊後, 所有的填料環(huán)應當(dāng)可以在填料杯(bēi)裏自由徑(jìng)向浮動。
(3) 在(zài)把填料函(hán)裝進氣缸之前, 必須檢查最後一個填料杯(bēi)的墊圈是否有缺口和損傷, 這會引起泄漏。如果懷疑有(yǒu)損(sǔn)傷, 應更換墊圈。
(4) 在把填料函裝入氣缸之前, 要確認填料背對著氣缸(gāng)的曲柄端的墊圈表麵是清潔和無劃痕的(de)。
(5) 重新(xīn)安裝整個填料函總成, 供油點在上。使(shǐ)用填料螺栓(shuān)將填料固定就位。
(6) 把包括活塞環的活塞和活塞杆總成(chéng), 安(ān)裝(zhuāng)到氣缸上。在(zài)有螺紋的活塞杆十字頭一端直徑比填料的內徑小(xiǎo)1/4英寸 (6mm) 。從活塞杆尾端沿螺紋裝入直桶段護套, 接著裝入另一段(duàn)。小(xiǎo)心滑過填料函後(hòu)拆下護套。
(7) 在十字頭螺母擰緊後, 按扭矩要(yào)求均勻的擰緊填料(liào)環螺(luó)栓。這個步驟將確保壓力填料在端部墊圈的受力均勻。用塞(sāi)尺測量和調節, 使填料函和活塞杆之間的所有位置保持一致的間隙, 這樣可以(yǐ)容(róng)易地完成對中。
(8) 重新擰緊小的鎖緊螺母。重新安裝供油管路(lù)、放空口和冷卻液接口。小心(xīn)不(bú)要損傷管路螺母的(de)螺紋。螺母必須擰緊。
4、結論
往複式壓縮機的活塞杆填料在機組運行過程中起著非常重要的作用, 對它(tā)了解的越多, 越有利於故障的分析和解決。由於現場情況的不同, 出(chū)現的(de)問題也不盡相同, 所以故障處理要(yào)需要大家共同開動腦筋, 總結經驗, 開拓創(chuàng)新, 為更好(hǎo)的保證往複(fù)壓縮機長(zhǎng)周期運(yùn)行奠定(dìng)基礎。
來源:《科學技術創新》
(版權歸原作者或機構所有)