短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2023-12-21
作者:曹振華,陳明,何彪,董學江(jiāng),劉哲,王進強
(淶水金隅冀東(dōng)環保科技有限公司)
摘 要:某公司水泥(ní)製成采用立(lì)磨(JLMS24.3)預粉磨+閉路球(qiú)磨(Φ4.8 m×9.5 m)的聯合(hé)粉磨(mó)係統,該係(xì)統經調試運轉以來水泥產量穩定在240~250 t/h,其預粉磨設備主(zhǔ)要由立磨加外置組合式(shì)選粉機組成,該立(lì)磨結構形式與(yǔ)CKP立磨(mó)相似,在實際使用過程中多次出現磨輥總成前(qián)端密封、定位端蓋頂開情況,直接影響(xiǎng)立磨(mó)的正常運行,現針對磨輥總成結構和現場使用情(qíng)況,分析(xī)端蓋頂開(kāi)原因,製定改進措(cuò)施,與同行交流學習。
1 磨輥總成結構組成
該立磨磨輥總成內部主要(yào)有兩組軸承支撐(圓柱滾子軸承、雙列圓錐滾子軸承),圓柱軸承僅承受徑向載荷,圓錐滾(gǔn)子軸(zhóu)承可(kě)以承受徑向載荷和(hé)軸(zhóu)向載荷,這兩個軸承通過間隔套、端蓋定位並相(xiàng)互(hù)支撐,總成遊隙由端蓋和圓錐軸(zhóu)承間隔套調整;圓(yuán)錐軸承定位直(zhí)接通過前端(duān)密封、定位端蓋來固定(見圖1)。
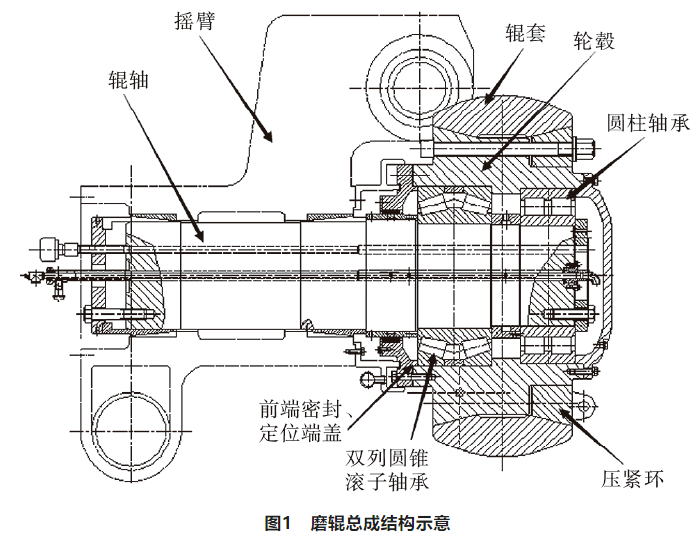
圖(tú)1 磨輥總成結構示意
2 磨輥總成軸承前端密(mì)封、定位端蓋頂開原因分析
(1)總成在液壓缸加載壓(yā)力作用下受的負載在其軸向分解力(lì)主(zhǔ)要朝向磨機中心的(de)反方(fāng)向(xiàng),圓錐軸(zhóu)承(chéng)和(hé)圓柱軸承作為兩個支點雖將磨輥(gǔn)固定在輥軸上,由於軸承遊隙的存在,在實際運行中會存在一定的軸向載荷衝(chōng)擊,磨輥相對於輥軸有一定的(de)微小的移動,當立磨運行時料層的變化會(huì)使磨輥在磨(mó)盤上動(dòng)態上下浮動變化位置,雖有蓄能器的緩衝壓力,但加載油(yóu)缸內部(bù)有杆(gǎn)腔的壓力也在波動,這個時候會對軸承有周期性的軸向(xiàng)衝擊載荷(hé),尤其是進入異物或料層不穩時,振動加劇,定位端蓋受到的衝擊載荷更為(wéi)明顯,同時(shí)此結構圓錐軸(zhóu)承密封、定位端(duān)蓋被密封風環包圍,螺栓切斷或損壞,很(hěn)難及(jí)時被發現(見圖2)。
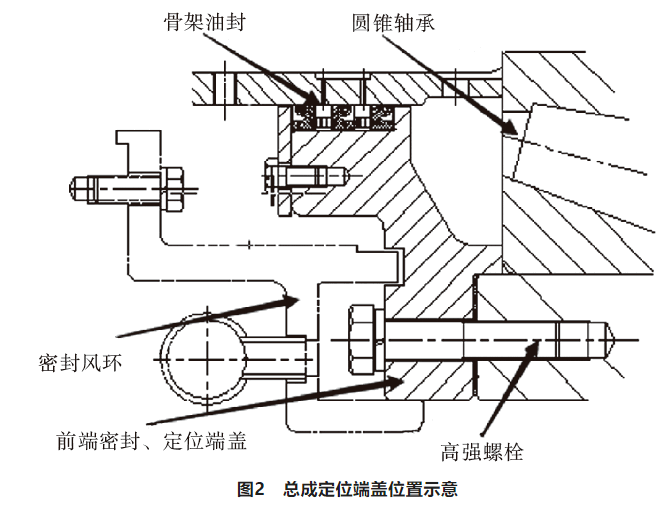
圖2 總成定位端蓋位置示意
(2)圓錐滾子軸承(chéng)前(qián)端(duān)端蓋起到兩個(gè)作用(yòng),一是調整遊隙、固定軸承,二是密封磨輥(gǔn)輪轂內的(de)潤滑油。因(yīn)該(gāi)端蓋直接參與磨輥總成遊隙調整後的定位、固定,其固(gù)定選用12條M30×140(12.9級(jí))高強螺栓緊固。
(3)安裝螺栓過程中使用錘擊扳(bān)手緊固未按(àn)規(guī)定使用扭矩扳手緊固,部(bù)分螺栓附加上額外緊固載荷,組裝總成後(hòu)回裝磨輥前(qián)已(yǐ)使整體螺栓受力(lì)不一致。
(4)在(zài)運(yùn)行狀態(tài)下通過對螺栓受力分析,磨輥在運(yùn)轉過程中其上下螺栓(shuān)受力不一致。磨輥下部位置(zhì)在加(jiā)載壓(yā)力和物料料層波動(dòng)雙重(chóng)作用受力較大(dà),上(shàng)部位置受力相(xiàng)對較小;因磨輥是旋轉設備,定位端蓋位(wèi)置(zhì)隨磨(mó)輥旋轉而轉動,造(zào)成其本(běn)身受力位置不(bú)固定,螺栓在長期的(de)交變載荷作用下受力不均,造成定位螺栓易被切(qiē)斷。
綜上分析磨輥總成這樣的(de)結構(gòu)設計(jì)存在一定的局(jú)限性,定位端蓋直接受到總成的軸向衝擊(jī),在實際使用過程中未(wèi)充分考慮到定位螺栓所受到交(jiāo)變載荷的問題,造成螺栓切斷、端蓋頂開情況發生。
3 結構改進措施
結合目前磨(mó)輥使用情況並從實際經濟價值上考慮,查閱相關技術資料後采用在不動目前輥軸和輪轂尺寸的前提下進行(háng)結構改進。具體方法(fǎ)為:將圓柱軸承與圓錐(zhuī)軸承(chéng)調換相對位置,使圓錐軸承受到的軸向衝擊通過間隔套、軸承外圈作用到(dào)輪轂軸肩上,而不作用在前端端蓋上,讓前端端蓋隻起(qǐ)密封作用,不參與軸承(chéng)的定位、固定(dìng)。軸承遊隙調整(zhěng)後軸向衝擊的作用力作用在輪轂軸肩上、反作用力作用在輥(gǔn)軸的壓蓋(gài)上,將輥軸壓蓋(gài)螺栓由原來的3條M48×160(12.9級)改為4條M48×160(12.9級)壓緊(見圖3)。
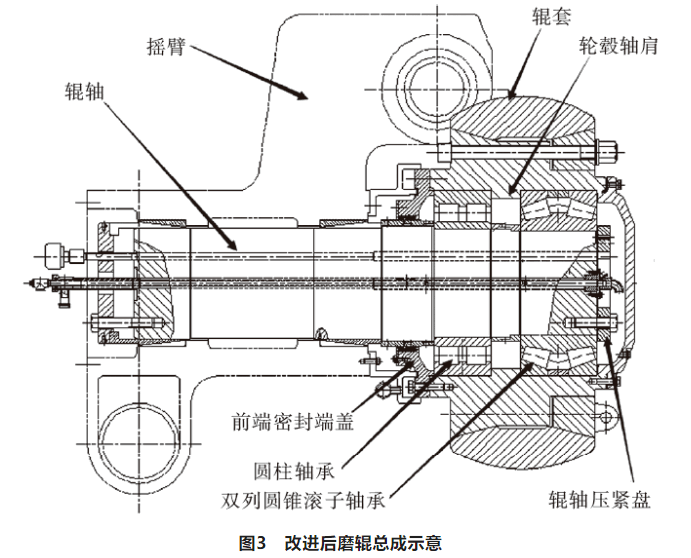
圖3 改進後磨輥總成示意
4 改(gǎi)進後磨輥總成裝配(pèi)和使用注意事項
(1)結構改進後(hòu)磨輥(gǔn)的裝配對總成使用的影響:磨輥(gǔn)在運行過程中,總成輪轂內溫度在(90±10) ℃範圍內波動(dòng),輪轂、軸(zhóu)承外圈在加載壓力(lì)作用下隨輥(gǔn)套旋轉,而軸承內圈固定在磨輥軸上(shàng)不動,輪轂、軸承外圈溫度會比輥軸、軸承(chéng)內圈溫度高,外圈(quān)膨脹量要比內圈大,因此圓錐軸承在安裝調整遊隙時(shí)調整量要比工作遊隙要小,其(qí)安裝間隙控製在1道或0道範圍內(nèi),以此保證運(yùn)行的(de)工作遊隙,如果調整遊隙過大,軸向的推力會使圓錐軸承受力不均(jun1)勻,運行過程中易與軸承保持架產生(shēng)摩擦和衝擊,造成保持架失效,繼而軸承損壞。合理調整圓錐軸(zhóu)承軸向遊隙?配磨(mó)圓錐軸承間隔套,是總成組裝工藝的關鍵(jiàn),與此同時總成(chéng)在(zài)實際遊(yóu)隙調整時還(hái)需要考慮到裝配工藝、機加工水(shuǐ)平、軸承製作、輪轂加工、輥軸加工製造誤差的存(cún)在,在裝配過程中需預組裝軸承,消除以上誤差對裝(zhuāng)配帶來(lái)的影響(xiǎng),具體(tǐ)方法為:軸承開箱(xiāng)後預組裝圓錐軸承:①在(zài)檢修試驗(yàn)平台上,水平放置組對(duì)軸承外圈、內圈組件(jiàn)(間隔套未放入軸承內),均勻盤動軸承(chéng),保持軸承滾動體保持平衡,測量兩個(gè)軸承外圈相(xiàng)對位置間距,均勻取3~6個測量點,取平均值Q1;②使用外徑千分尺測量(liàng)軸承間隔套寬(kuān)度,均勻(yún)取3~6個點,取平均值Q2;③Q1-Q2>0,軸承間隔(gé)套寬度(dù)加厚,Q1-Q2<0,配磨軸承間隔(gé)套寬度減小,力求Q2值接近Q1值;④複核雙列圓錐滾子軸承整體寬度,均勻測量,取平均(jun1)值Q4;⑤複(fù)核磨輥(gǔn)輪轂外沿至輪轂軸肩深度(dù)值,均勻測量,取平均值Q5;⑥複核磨輥總成(chéng)外端蓋止(zhǐ)口深度值(zhí),均勻測量,取平均值Q6;⑦Q4-Q5-Q6>0,加長(zhǎng)外端蓋止口深度,Q4-Q5-Q6<0,加工(gōng)縮短外端蓋止口(kǒu)深度,保持Q4-Q5-Q6數值為0,從而從整體(tǐ)上消除輪(lún)轂加工、軸承製作、裝配工藝等產生的誤差,使裝配遊(yóu)隙更加接近計算遊隙,調整出合理的遊隙量。
(2)改進後螺栓緊固對總成使用的影(yǐng)響:磨輥密封端蓋(gài)螺栓M30×140(12.9級)、輥軸定位螺栓M48×160(12.9級)的緊固,嚴禁使用錘擊扳手一(yī)次完成緊固螺栓,錘擊緊固螺栓會造成螺栓受力不均(jun1),部分螺(luó)栓的受力過大;磨輥在投入運行前附加上了(le)緊固(gù)載(zǎi)荷,安裝緊固螺栓(shuān)時使用扭矩扳手按照規定扭矩值來進行緊(jǐn)固,預緊(jǐn)力先按照規定扭矩值的(de)50%~60%整體緊固後,再按照100%規定力矩均勻緊固,使螺栓均勻受力。
(3)改進後運行過程中關注立磨擋料圈對總成使用的影響:合理的立磨擋(dǎng)料圈高度對磨機(jī)做功、振動等影響較大。在加載(zǎi)壓力和喂料量一定的情況下,料層的厚薄,可通過調(diào)整擋料圈高度來穩定料層,以此來減少磨機振動,降低對磨輥軸承的損(sǔn)壞(huài)。
(4)改進後運行(háng)過程中關注磨輥(gǔn)輥套、磨盤(pán)的磨損對總成使用的影響(xiǎng):物料(liào)的粉碎在加載壓力的作用下通過轉動的磨盤和(hé)磨輥之間的間隙來完成。磨盤(pán)旋轉物料受離心力和摩擦(cā)力作用下(xià),大塊物(wù)料或異物集中在磨盤外沿、擋料圈內側,所以在生產過程中,輥套和磨盤外側磨損較多且不均勻,磨損增多後會造成(chéng)磨輥與磨(mó)盤間隙變大、研(yán)磨區出現偏(piān)移,造成磨輥軸向(xiàng)受力發(fā)生變化,磨機振動會整體加劇。在(zài)使用過程(chéng)中(zhōng)利(lì)用停磨機會及時測量磨輥、磨盤的磨損量,定(dìng)期對磨盤、輥套進行堆焊(每(měi)年年初堆(duī)焊一次、7月底8月初雨季發運量較少時(shí)堆焊一次(cì)),降低立磨振(zhèn)動,提高磨機(jī)運行效率。
5 結束語
磨(mó)輥總成作為立磨核心部件(jiàn),通過對其結構的優化,可提高立磨(mó)運行的穩(wěn)定性;合理的裝配程序、科學的工藝操作規程,可以保證立磨連續運行的可靠性。
來源:《水泥》
(版權歸原作者或機構所有)