短信碼登錄
密碼(mǎ)登錄
獲取短信驗證碼
獲取短信驗證碼

2023-09-25
杜長學
(首鋼京唐鋼鐵聯合有限責任公司)
摘 要:對中厚板全液壓(yā)熱矯直機及其輥係(輥盒)結構進行介紹,針(zhēn)對熱矯輥(gǔn)盒支撐輥軸承損壞原因進行分(fèn)析,重點從潤滑(huá)維護及改進方案進(jìn)行介紹,並對曾發生的支撐輥軸承損壞明確原因進行說明,為同類型矯直機輥盒維護及改進提供重要的參考依(yī)據。
關鍵詞:熱矯直機;輥係;支撐(chēng)輥軸承;抱死;油氣潤滑
0 引言
熱矯直機是中厚(hòu)板產線重要的工藝設備之一,負責對軋(zhá)製後(水(shuǐ)冷後(hòu))鋼板進行(háng)矯平,提高鋼板平直(zhí)度,使其滿足交貨要求。熱矯(jiǎo)直機處於軋線主流程上,該設備的運行情況直接關(guān)係到(dào)整(zhěng)條線的產量及產品質量。2003年後國內中(zhōng)厚板(bǎn)生產線數量迅速增加,90%熱(rè)矯(jiǎo)直機均采用全液四重式結構,該形(xíng)式熱(rè)矯直機主要由機架、傳動裝置、輥係(輥盒)、調整機構組成,其中輥係(輥盒)是熱矯直機核心部件。某廠4300中厚板生產線熱矯直機為(wéi)西馬克公司(sī)設(shè)計,國內某知名矯直機設備製造廠與西(xī)馬克公司合作製造,其中(zhōng)矯直(zhí)機輥係為原裝進口件。2006年底熱矯直機投產,2007年6月第一(yī)次出現支撐輥軸承(chéng)損壞故障,軸承(chéng)損壞後造成支(zhī)撐輥卡死,損傷矯直輥麵,繼續矯直會造成鋼板表(biǎo)麵壓痕,嚴重影響產品質量。自2007年6月至2018年熱矯直機輥盒支撐輥(gǔn)軸承使用壽命極不穩定,在機壽命從幾天(tiān)到(dào)幾(jǐ)個(gè)月不等,多次出現新修(xiū)複輥盒上機不足一周就(jiù)出現(xiàn)支撐輥軸承損壞的問題,嚴重(chóng)影響生(shēng)產。針對熱(rè)矯機輥盒支撐(chēng)輥軸承(chéng)損壞問(wèn)題,該廠技術(shù)人員曾與多個具有同結構熱矯直機的(de)寬厚板(bǎn)生產線進行交流,均存在不同程度的類似問(wèn)題。本(běn)文(wén)通過總結近年針對熱矯輥盒軸承故(gù)障處理的經驗,對(duì)熱矯直機輥盒支撐輥軸承損壞形式、主(zhǔ)要的損壞原因(yīn)及預防措施,重點從軸承潤滑角度(dù)進行了深入分析介紹,為同類故障(zhàng)處理及預防提供參(cān)考。
1 熱矯直參數及(jí)結構介(jiè)紹
1.1 主要(yào)參數
矯直機形式:四重式全液壓矯直機;矯直力(平(píng)行輥縫、靜壓靠):3200t;矯直輥輥身長度:4300mm;矯直輥直徑:285mm;矯直輥數量(liàng):11根;矯直輥距:300mm;支撐輥數量:60根;支撐輥軸承型號:24130CCW33/C3;矯(jiǎo)直速度(dù):±2.5m/s;矯直鋼(gāng)板溫度:450~1100℃。
1.2 熱矯直機主體結構(圖1)

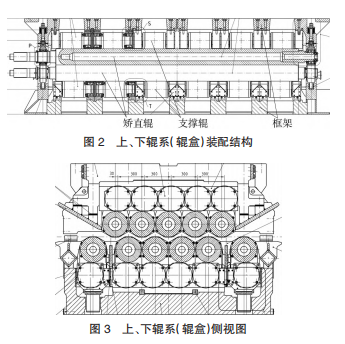
1.3 上下輥係(輥(gǔn)盒)裝配結構
上下輥係(輥盒)裝配結構如圖2、圖3所示。為適(shì)應高溫(wēn)鋼板矯直,熱矯輥係(xì)軸承采用REBS油(yóu)氣潤滑,矯直輥內通水冷卻(què)。一套輥係有支撐輥軸承120盤,矯直輥軸承 22盤。鋼板矯直過程中(zhōng)矯直輥與鋼板直接接觸,支撐輥對矯直輥進行支撐(chēng),由支撐輥承受矯直力,並通過軸(zhóu)承及軸承座作用到框架上。由於矯直輥與鋼(gāng)板直接接觸,矯直輥的表麵狀態直接影響鋼(gāng)板表麵(miàn)質量。每根工作輥由6根支撐輥支撐(chēng)(靠入口出口為3根(gēn))。
2 故障現象
矯直機輥盒支撐輥(gǔn)軸(zhóu)承(chéng)損壞後的現象如圖4所(suǒ)示,矯直輥輥麵異常磨損(寬度與支撐輥輥身寬度接(jiē)近)、支撐輥輥(gǔn)身出現嚴重磨損及藍色燒傷痕跡。軸承抱(bào)死故障絕大多數情況下(xià)發(fā)生在上輥盒(hé),且以上(shàng)輥盒中(zhōng)間4組支撐輥為主。

3 潤滑不足造成支撐輥軸承(chéng)損壞
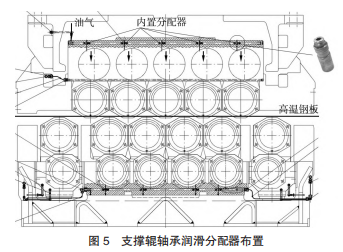
投產至今該廠熱(rè)矯輥盒支撐(chēng)輥軸承損壞原因主要分為:潤滑不足、載荷超限、標定板厚度錯誤、壓縮空氣中含水、輥徑差過大等。根據投產至今(jīn)輥盒(hé)故障數據資料分析認為,潤滑不足造成軸承損壞的次數至多。該廠熱矯輥盒為西馬克公司2004—2005年設計,支撐輥軸(zhóu)承采用油氣潤滑,采用(yòng)軸承座內置分配器(qì)對連體軸承座的5個軸承的油量進行均勻(yún)分配,如圖5所示。
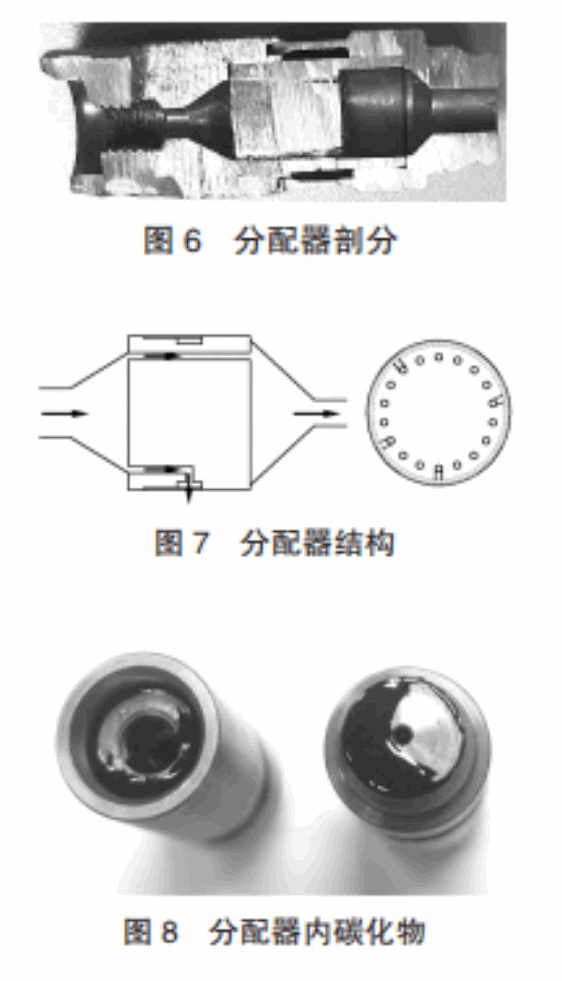
熱矯輥盒正常情況下需要定期下機解(jiě)體維護,包括(kuò)修磨輥麵、軸承(chéng)檢查、密封(fēng)更換(huàn)等項目,針對潤(rùn)滑油路等。修複過程中往往隻是對管路及分配器用壓縮(suō)空氣進行吹掃,檢查各潤(rùn)滑點是否出氣,無法檢測油氣分配是否均勻。經過對故障輥盒的內(nèi)置分配器結構(gòu)進行剖分研究,發現(xiàn)分配(pèi)器內部結構複雜,如圖6、圖7所示,共有18個小孔(孔徑 0.6mm),4個孔通向當前軸(zhóu)承(chéng),其餘14個孔繼續傳向?一級。根據分配器原理,若其中(zhōng)個別少量孔堵塞,比如4個孔中的2個孔堵塞,就會造成當前軸承潤滑油量縮減為 1/2,類似堵塞問題很難通過壓風吹掃(sǎo)檢測出異(yì)常,這就會造成不正常的分配器繼續上(shàng)機,繼(jì)而造成軸承因潤滑不(bú)足而快速損(sǔn)壞。對拆下的分配(pèi)器豎立放置2d發現有黑色液體流出,類似墨汁(圖8、圖9),分析認為這是由於(yú)上輥盒長期受(shòu)高溫鋼板烘烤而出(chū)現的潤滑油碳化,特別是上(shàng)輥(gǔn)盒熱輻射顯著大於(yú)下輥(gǔn)盒,這與絕大(dà)部分支(zhī)撐輥軸承損壞問題發生在上輥盒中間部(bù)位也可關聯上。
綜(zōng)上,輥(gǔn)盒檢修過(guò)程中容易發生由於內置(zhì)分配器內淤積(jī)的碳化物清洗疏通不徹底造成潤滑油分配不均,造成部分軸承由於潤滑不足而(ér)損(sǔn)壞(圖10)。

4 輥(gǔn)盒油氣分配器的維護(hù)清洗方法
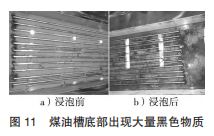
針對分配器(含內置、外置分(fèn)配器)的維護與REBS技(jì)術人員溝通,正確的維護清洗方式(shì)是:將各分(fèn)配器在煤油槽中浸(jìn)泡(pào)2d,浸泡後(hòu)煤油槽底部出現大量黑(hēi)色物質(圖 11)。然後用清(qīng)潔壓風正、反向吹掃後,再到新煤油中衝洗即可(kě)。另(lìng)外,內置分配器短節連接處的O形圈在每次修複時均需(xū)更換新件。
5 輥盒油氣潤(rùn)滑管(guǎn)路布置改進方案(àn)介(jiè)紹
5.1 原設(shè)計內置油氣潤(rùn)滑分配器的缺點
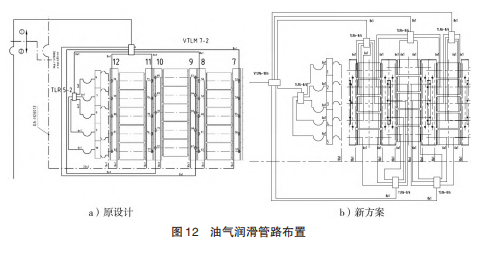
西(xī)馬克公(gōng)司設(shè)計的熱矯輥盒支撐輥軸承潤滑,采用(yòng)連體軸承座(zuò)內安裝內置分配器的形式(圖12a)),內置(zhì)分配器有如下主要缺點:
(1)價格昂貴,一套輥盒,僅內置分配(pèi)器需30萬(wàn)元以上。
(2)拆解安裝精度要求高(gāo)。
(3)分配器本身為不可拆解結構,徹底清洗維護困難。
(4)上輥(gǔn)盒軸承座的內置分配器長期處在高溫(wēn)環境下,易出現積(jī)碳,由於(yú)通孔僅 0.6mm,極易堵塞。
5.2 新熱矯輥盒油氣潤滑油路(lù)設計方案及優點
目前新設計的油氣潤滑管路布(bù)置方案為:取消內置分配器,增加二級外置分配器,通過不(bú)鏽鋼管路(Ф6mm×1.5mm)直通每個潤滑點(圖12b)),新方案優點如下:
(1)外置分配器價格僅是內置分配器的1/3。
(2)外置分配器位置溫度低,不會出現碳化堵塞問題。
(3)外置(zhì)分配(pèi)器結構簡單,可解(jiě)體徹底清洗,維護方便。
5.3 SKF 新型密封高溫潤滑脂軸承在熱矯機輥(gǔn)盒中的應用
為解決熱矯輥盒的軸承損壞壽命問題,SKF新研發升級(jí)版的密封軸承,在某鋼廠 5000產線和(hé)某鋼(gāng)廠(chǎng)4200產線熱矯機均得到了很(hěn)好的使用。有(yǒu)如下優(yōu)點:
(1)取消油氣潤滑係統(tǒng),可完全消除稀(xī)油消(xiāo)耗成本,消除油氣潤滑係(xì)統維護成本。
(2)去除油氣管路堵塞造成軸承欠潤滑影響(xiǎng)。
(3)采用高溫油脂填(tián)充,保證(zhèng)軸承自潤滑效果,降低溫(wēn)度對軸承潤滑的影響。
(4)使用升級版SKF密封軸承,軸承(chéng)實際使用壽命大(dà)於開式軸承,可以多次重複使用(yòng)。
6 其他軸承損壞原因
除潤滑原因外,曾經發生過的明確的損壞原(yuán)因有:
(1)模型係數設定錯誤,造成(chéng)超載。
(2)高強鋼(gāng)頭尾板形問題,造成單個軸承過載(zǎi)。
(3)標定板厚度錯誤。造成輥縫標定出錯,造成過載。
(4)頻繁超矯直(zhí)能力曲線進行超極限鋼板矯直。
(5)油氣潤滑壓縮空氣中含水。
(6)支撐輥輥徑差過大。
7 結論
對中厚(hòu)板軋機應用廣泛的全液壓熱矯直機(jī)結構進行介(jiè)紹,針對潤滑(huá)原因造成的熱矯機輥盒支撐輥軸承抱死問題進行深入分析,並(bìng)提(tí)供了有針對性的維護要點。同時將目前新的潤(rùn)滑管路布置形式(shì)與原布(bù)置形式(shì)進行了對比。並指出其他造成矯直機支撐輥軸承抱死的6個主要原因,為同類型(xíng)矯直機的輥盒維護改進(jìn)提供重要參考(kǎo)依據。
【參(cān)考文獻】
[1]李嬋,孫啟國.油氣分配器的結構設計與性(xìng)能仿真[D].北京:北方工業大學,2013.
[2] 崔甫.矯直原理與矯直機械[M].北京:冶金工業出版社,2005.
[3]謝鵬飛,董誌(zhì)偉.淺(qiǎn)談油氣潤滑分配器的維修和維護[J].河(hé)北(běi)冶金,2016(4)77-79.
來源:《設備管理與維修》2022年第(dì)23期
(版權歸原作者或機構所有)