作者:榮根蘭 王富明 夏玉堂
(北京工程機械修造廠)
液壓缸缸(gāng)筒上的支承架用以承擔液壓缸全部負荷。支承架一般為整體鑄造件,由(yóu)1個支承套筒和其直徑方(fāng)向的2根支承軸組成,經加(jiā)工後焊接在缸筒上。
液壓缸在使用過程中,支承軸(zhóu)在支承軸套內(nèi)頻繁徑(jìng)向運動,隨著使用時間的延長,支承軸與支承軸套之間(jiān)會產生磨損。隨(suí)著(zhe)磨(mó)損量的逐漸增加,支承軸與支承軸套之間的間隙越來越大,液壓缸將不能正常使用。
支承軸車削加工圖
支承(chéng)架為整體鑄造的液壓缸(gāng),其支承軸磨損後,不能用氣割方法將支承(chéng)套筒(tǒng)從液壓缸筒上切割(gē)下來,再更換支承架。這是因(yīn)為缸筒(tǒng)在氣割的高溫作用下會產生變形,甚至(zhì)造成整個液壓缸報廢。
傳統的(de)修複(fù)方法如下:先將支承軸磨損部位進行堆焊以加(jiā)大尺寸,然後采用角磨(mó)機(jī)打磨方法恢複原尺寸。此種手工打磨方法費工、費力,且打磨(mó)後(hòu)的支承軸表麵粗糙、凹凸不平、質量很差,不能達到液壓缸修理的技術要求。
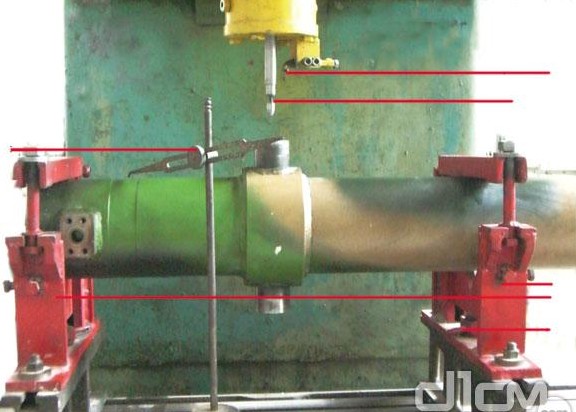
為(wéi)此,我們對傳統修複工(gōng)藝進行了改進。主要做法如下:先加工2個移動式液壓缸V型專用夾具(jù),用(yòng)於在鏜缸機底部平(píng)台上支承(chéng)和(hé)固定液壓缸;再在鏜頭的中心(xīn)位(wèi)置加工1個中心孔,安裝一套可調整、拆卸且帶有磁性的找正(zhèng)頂尖工具;Z後在鏜頭上安裝適(shì)於加工支承軸且帶有進給裝(zhuāng)置的夾刀器和專用刀(dāo)具。如附圖所示。具(jù)體加工步驟如下:
(1)補焊和清理
將磨損後的支承軸進行補焊並清除焊渣,注意補焊後的支承軸(zhóu)應當留有足夠的加(jiā)工餘量。將補焊後支承軸高低不(bú)平處用角磨機稍加打磨,再(zài)將支承軸根部磨平,以便於切削加工。清理2個支承軸上的定位中心,以便於找正時使用。
(2)找(zhǎo)正液壓缸位置
用螺栓將2個V型(xíng)專用夾具固定(dìng)在鏜床加工平台上,使用該(gāi)夾具調整液壓缸與平台的平行度和液壓缸與刀具的垂直度。
液壓缸的平行度和垂直度確定(dìng)後,在(zài)鏜(táng)頭中心(xīn)孔中安裝可伸縮同軸度(dù)找正頂尖,並以找正頂尖為基準來找正支承軸定位中心。支(zhī)承軸定位中心找正後,在加工支承軸時,便可保證鏜頭上的切削刀具與支(zhī)承軸達到所要求的同軸度。
上述找正工作完成後,用(yòng)壓板(bǎn)和螺栓將液壓(yā)缸固定。
(3)切削加工
將(jiāng)具有進給裝置的切削刀具安(ān)裝在鏜缸機鏜頭上。安裝時要確保刀具(jù)的刃口(kǒu)比夾刀器高出(chū)10~15 mm,這樣可使刀具受力強度增高,並可消除刀(dāo)具振顫。
刀具調整好以後,即可對液壓缸支(zhī)承軸(zhóu)進行切削加工。切削1刀後再調整進刀量繼續切削,直至將支承軸切削到規定尺寸為(wéi)止。切削完1個支承軸後,將液壓缸旋轉180°,用同(tóng)樣方法找正並切(qiē)削(xuē)加工另1個支承軸(zhóu)。
我們用此種(zhǒng)工藝修複(fù)了大(dà)量裝載機(jī)、推土機、平地機、挖掘機等工程機(jī)械液壓(yā)缸支承軸,其加工速度快(kuài),修複精度高,省力、省工、省時,完(wán)全達到了大修理技術要求,且經濟效益明顯。
來源:《工程機械與維(wéi)修》2012年10期